|
Es werden nur Fräswerkzeuge unterstützt |
In diesem kapitel wird die automatische Werkzeugdurchsuchung in CIMCO Edit V8 beschrieben. Alle Befehle sind unabhängig von der Groß- und Kleinschreibung, aber aus Kompatibilitätsgründen werden alle Werte in nur Großbuchstaben geschrieben.
Mit der automatischen Werkzeugdurchsuchung können Sie das NC-Programm automatisch nach Werkzeugabmessungen durchsuchen. Die Durchsuchungsfunktion erkennt automatisch Werkzeugnummer, Werkzeugtyp und die Abmessungen anhand des durchsuchten NC-Programms.
|
Es werden nur Fräswerkzeuge unterstützt |
Wenn die Funktion Automatische Werkzeugdurchsuchung aktiviert ist, durchsucht CIMCO Edit V8 das NC-Programm nach Zeilen, welche den Trigger für eine Werkzeugzeile beinhalten. Der vordefinierte Standardtrigger lautet TOOL, und falls nötig kann dieser durch den Benutzer geändert und so an seine Bedürfnisse angepasst werden.
CIMCO Edit V8 erwartet, dass die Werkzeugzeile als Kommentar eingegeben wurde, und dass das Zeichen für Kommentar-Ende, wie es in den Maschineneinstellungen definiert wurde, verwendet wird.
Beim Einlesen der Werkzeugabmessungen ist die Reihenfolge der Stichwörter egal. Die Stichwörter können durch den Benutzer bei Bedarf geändert werden.
|
Manche Stichwörter können die Leistung von CIMCO Edit V8 signifikant verlangsamen, wenn sie sehr häufig in einem NC-Programm vorkommen, und das Programm nach diesen Stichwörtern durchsucht werden soll. Seien Sie daher vorsichtig bei der Auswahl der Stichwörter. |
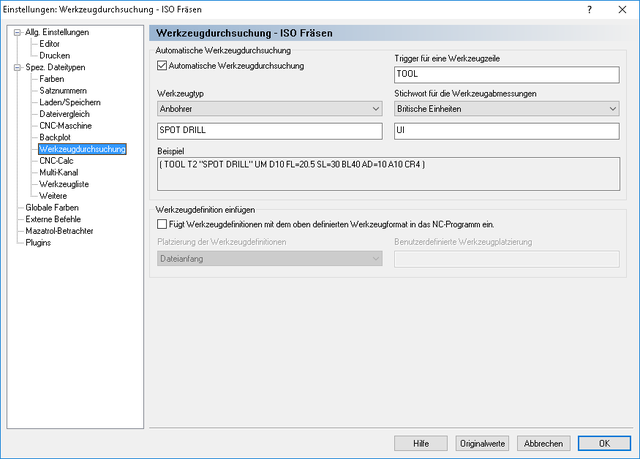
Sehen Sie hier das Dialogfenster zur Konfiguration der automatischen Werkzeugdurchsuchung:
 |
|
Einstellungsfenster der Werkzeugdurchsuchung |
Setzen Sie bei diesem Feld einen Haken, wenn NC-Programme automatisch nach Werkzeugabmessungen durchsucht werden sollen.
Geben Sie in diesem Feld das Stichwort ein, das eine Zeile mit Werkzeugdefinitionen kennzeichnen soll. Es sind nur normale Buchstaben A-Z und a-z erlaubt. Der vordefinierte Standardtrigger ist TOOL.
Verwenden Sie dieses Dropdown-Menü, um den Werkzeugtyp auszuwählen, mit dem die Werkzeugoperation durchgeführt werden soll. In dem Feld unterhalb des Dropdown-Menüs können Sie den Namen des Werkzeugs bearbeiten. Änderungen werden unmittelbar im Feld Beispiel angezeigt. Es werden sämtliche Zeichen unterstützt.
Verwenden Sie dieses Dropdown-Menü, um ein Stichwort auszuwählen, das einen Wert für eine Werkzeugabmessung kennzeichnen soll. Im Textfeld unterhalb des Dropdown-Menüs können Sie das Stichwort der ausgewählten Werkzeugabmessung bearbeiten. Dabei sind nur normale Buchstaben A-Z und a-z erlaubt. Änderungen werden unmittelbar im Feld Beispiel angezeigt.
Dieses Feld zeigt eine Beispielzeile für das ausgewählte Werkzeug mit allen Parametern an.
|
Die Felder "Trigger für eine Werkzeugzeile", "Werkzeugtyp" und "Stichwort für die Werkzeugabmessungen" werden verwendet, um Synomyme für die Standard-Stichwörter der Konfiguration einzuführen. Es wird dringend empfohlen, die Standard-Stichwörter zu verwenden, da eine Änderung zu Problemen führen kann. |
Wählen Sie diese Option aus, um das Einfügen von Werkzeugdefinitionen mit dem oben definierten Werkzeugformat in das NC-Programm zu aktivieren. Das Einfügen wird nach den Werkzeugeinstellungen durchgeführt.
Verwenden Sie dieses Feld, um auszuwählen, wo die Werkzeugdefinitionen in die Datei eingefügt werden sollen. Sie können die Optionen Dateianfang, Bei Werkzeugwechsel, oder Nenutzerdefiniert aus dem Drop-Down-Menü auswählen. Falls die ausgewählte Platzierung fehlschlägt, wird die Werkzeugdefinition in Zeile 1 eingefügt.
Verwenden Sie dieses Feld, um ein Stichwort oder einen regulären Ausdruck (Perl) festzulegen, um nach der Zeilezu suchen, nach der die Werkzeugdefinition eingefügt werden soll. Falls die Suche fehlschlägt, wird die Werkzeugdefinition in Zeile 1 eingefügt.
Die benutzerdefinierte Werkzeugplatzierung kann auf zwei Arten definiert werden:
Einfach: Im einfachen Modues verwenden ein Stichwort wie zum Beispiel M6, G2, um die Werkzeugplatzierung zu definieren. Danach werden alle Werkzeuge nach dem ersten Vorkommen von M6 oder G2 eingefügt.
Erweitert: Im erweiterten Modus können Sie einen regulären Ausdruck (Perl) verwenden, um die Werkzeugplatzierung zu definieren.
Beispiel:
M0?6 welches mit M6 oder M06 übereinstimmt
M0+6 welches mit M06 oder M006, aber nicht mit M6 übereinstimmt.
Sie können die folgenden Platzhalter und Wiederholungszeichen bei der erweiterten Definition der Werkzeugplatzierung verwenden.
| ˆ | Anfang der Zeile oder Zeichenfolge |
| $ | Ende der Zeile oder Zeichenfolge |
| . | Jedes Zeichen außer newline |
| * | Mit vorherigem Zeichen 0 mal oder öfter übereinstimmen |
| + | Mit vorherigem Zeichen 1 mal oder öfter übereinstimmen |
| ? | Mit vorherigem Zeichen 0 oder 1 mal übereinstimmen |
| | | Alternative, entweder....oder |
| ( ) | Gruppierung |
| [ ] | Liste an Zeichen |
| { } | Modifizierer für Wiederholungen |
| \ | Zitat oder speziell |
| {n} | Mit vorherigem Zeichen genau n mal übereinstimmen |
| {n,} | Mit vorherigem Zeichen mindestens n mal übereinstimmen |
| {n,m} | Mit vorherigem Zeichen mindestens n mal und höchstens m mal übereinstimmen |
Für weitere Informationen, sehen Sie auch die Dokumentation zu Perl regulären Ausdrücken.
|
Dieses Feld ist nur aktiviert, wenn die Option Benutzerdefiniert im Feld Platzierung der Werkzeugdefinitionen ausgewählt ist. |
|
Alle Werkzeugzeilen können am Programmanfang gebündelt werden. In ISO-Code wird erwartet, dass die Werkzeugzeilen als Kommentare geschrieben werden, also in runde Klammern gefasst sind. Bei Heidenhain-Programmen beginnen Werkzeugzeilen mit einem Semikolon. |
Werkzeugzeilen beginnen mit dem Triggerwort TOOL, gefolgt von der Werkzeugnummer und dem Werkzeugtyp in einfachen Anführungszeichen.
Die Standard-Werkzeugtypen haben die folgenden Namen:
| Schaftfräser: | "END MILL FLAT" |
| Kugelfräser: | "END MILL SPHERE" |
| Radiusfräser: | "END MILL BULL" |
| Kegelfräser: | "TAPER MILL" |
| Bohrer: | "DRILL" |
| Zentrierbohrer: | "CENTER DRILL" |
| Anbohrer: | "SPOT DRILL" |
| Reibahle: | "REAMER" |
| Bohrstange: | "BORING BAR" |
| Flachsenker: | "COUNTER BORE" |
| Zapfensenker: | "COUNTER SINK" |
| Fasenfräser: | "CHAMFER MILL" |
| Stirnfräser: | "FACE MILL" |
| Nutenfräser: | "SLOT MILL" |
| Eckradiusfräser: | "RAD MILL" |
|
Falls eine Werkzeugzeile einen unbekannten Werkzeugtypen enthält, wird ein Schaftfräser verwendet. |
Auf den Werkzeugtyp folgen dann die Abmessungsstichworte mit den entsprechenden Werten. Die Standard-Stichworte sind:
| D = Durchmesser: | ganze Zahl, Dezimalbruch oder Bruch. |
| CR = Eckenradius: | ganze Zahl, Dezimalbruch oder Bruch. |
| A = Kegelwinkel: | ganze Zahl, Dezimalbruch oder Bruch. |
| FL = Schneidenlänge: | ganze Zahl, Dezimalbruch oder Bruch. |
| SL = Schaftlänge: | ganze Zahl, Dezimalbruch oder Bruch. |
| BL = Werkzeuglänge: | ganze Zahl, Dezimalbruch oder Bruch. |
| AD = Schaftdurchmesser: | ganze Zahl, Dezimalbruch oder Bruch. |
|
Im NC-Programm können Werkzeuge mit und ohne '=' zwischen Abmessungsstichwort und Wert definiert werden. |
Sie können zwischen metrischen und britischen Einheiten wechseln, indem Sie UM für metrische Einheiten (mm) und UI für britische Einheiten (Zoll) anfügen.
ISO-Kommentare
(TOOL1 "FACE MILL" UM D=42 CR=0.8 FL=6.25 SL=30 BL=50 AD=12.5)
(TOOL3 "DRILL" FL36.1234 SL=0 BL = 36 AD6 A120 UM D6 CR0)
Heidenhain-Kommentar
; TOOL12 "TAPER MILL" A=12.345 D=8 AD=21.13 CR=0 FL=20 SL=30 BL=50 UM
Werzeug mit britischen Einheiten
(TOOL136 "END MILL FLAT" UI D=1/8 CR=0 FL=1 SL=2 BL=3 AD=1/8)
|
Falls ein Abmessungsstichwort fehlt, wird der Wert dieses Stichworts vom Standardwerkzeug dieses Typs übernommen. Vergessen Sie nicht, Leerzeichen zwischen den Parameterdefinitionen einzufügen. |