Zur Konfiguration maschinenspezifischer Zeichen und Befehle öffnen Sie die Einstellungen und klicken Sie auf Spez. Dateitypen, um hier den Dateityp auszuwählen. Klicken Sie dann auf CNC-Maschine in der Baumstruktur im linken Teil des Fensters. Alternativ können Sie auch auf das Symbol Maschinenvorlagen ![]() im Menü Dateitypen des Reiters Editor klicken. Hier sehen Sie den Dialog zur Maschinen-Konfiguration.
im Menü Dateitypen des Reiters Editor klicken. Hier sehen Sie den Dialog zur Maschinen-Konfiguration.
 |
|
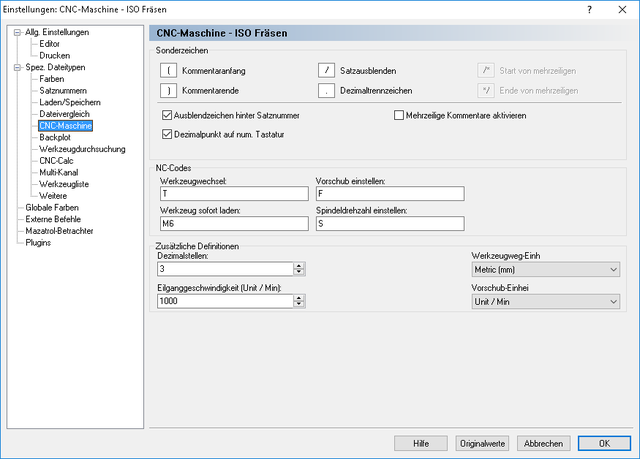
Dialog 'Einstellungen: CNC-Maschine'. |
Tragen Sie hier das Sonderzeichen für 'Kommentaranfang' - z.B. '(' - ein.
Tragen Sie hier das Sonderzeichen für 'Kommentarende' - z.B. ')' - ein.
Tragen Sie hier das Zeichen zum Ausblenden eines NC-Satzes ein. Wollen Sie kein Zeichen für das Satzausblenden bestimmen, dann lassen Sie das Feld einfach frei.
Legen Sie hier das Dezimaltrennzeichen (Dezimalpunkt oder -komma) fest.
Verwenden Sie dieses Feld, um die Zeichenfolge zum Anfang eines Kommentars über mehrere Zeilen festzulegen.
Verwenden Sie dieses Feld, um die Zeichenfolge am Ende eines Kommentars über mehrere Zeilen festzulegen.
Setzen Sie hier einen Haken, wenn das Satzausblendzeichen (steuerungsspezifisch) hinter der Satznummer eingefügt werden soll. Lassen Sie das Feld offen, wenn das Satzausblendzeichen vor der Satznummer stehen soll.
|
Wenn anstelle des üblichen Satzausblendzeichens ('/') ein anderes erforderlich ist, können Sie es im Feld Satzausblenden des Dialogs 'CNC-Maschinen-Konfiguration' einsetzen. |
Setzen Sie hier einen Haken, wenn die Dezimalkomma-Taste des Nummernblocks auf der Tastatur das oben definierte Dezimaltrennzeichen einfügen soll.
Wählen Sie diese Option aus, um die Einfärbung von mehrzeiligen Kommentaren zu aktivieren.
Tragen Sie in dieses Feld das Präfix für einen Werkzeugwechsel ein.
Beispiel: Wenn die Werkzeugnummer mit T0101 spezifiziert ist, tragen Sie 'T' als Präfix ein.
Geben Sie hier den Befehl zum Laden des Werkzeugs ein (z.B. M06). Wenn dieser Befehl in demselben NC-Satz wie der Werkzeugwechsel-Befehl steht, wird das Werkzeug sofort geladen.
Beispiel: N1230 T020202 M6.
Geben Sie hier das Vorschub-Präfix ein.
Beispiel: Ist die Vorschubgeschwindigkeit spezifiziert mit F400, dann setzen Sie 'F' in dieses Feld ein.
Geben Sie hier das Spindeldrehzahl-Präfix ein.
Beispiel: Ist die Spindeldrehzahl mit S3000 spezifiziert, dann setzen Sie ein 'S' in dieses Feld.
Definieren Sie in diesem Feld die Werkzeugweg-Einheit (z.B. 'mm').
Definieren Sie in diesem Feld die Einheit der Vorschubgeschwindigkeit (z.B. 'mm/min').
Definieren Sie in diesem Feld, wie viele Nachkommastellen im Backplot usw. angezeigt werden sollen.
Geben Sie in diesem Feld die Vorschubgeschwindigkeit bei Eilgängen ein.
|
Die Einstellungen in der Kategorie CNC-Maschine gelten nur für den gewählten Dateityp. |