 |
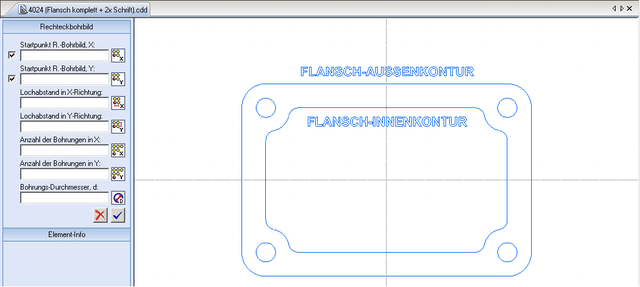
Sowohl die FLANSCH-AUSSENKONTUR als auch die FLANSCH-INNENKONTUR wurden mit CNC-Calc erzeugt; aber natürlich muss ein Flansch auch Montagelöcher besitzen. Wir wollen jetzt die CNC-Calc-Funktionen Rechteckbohrbild erzeugen (Geometrie) und Bohrzyklus generieren (Technologie) einsetzen, um solche Montagelöcher zu erhalten.
Die Mittelpunktkoordinaten der 4 Ecklöcher sind (-62.5, 37.5), (62.5, 37.5), (62.5, -37.5), (-62.5, -37.5) [mm] und der Lochdurchmesser ist 10 [mm].
Die Eingabedaten, die in die Dialog-Box Rechteckbohrbild auf der linken Seite eingetragen werden müssen, um das Bohr-Unterprogramm zu erzeugen, sind:
| Startpunkt R.-Bohrbild, X: | -62,5 |
| Startpunkt R.-Bohrbild, Y: | -37,5 |
| Lochabstand in X-Richtung: | 125 |
| Lochabstand in Y-Richtung: | 75 |
| Anzahl der Bohrungen in X: | 2 |
| Anzahl der Bohrungen in Y: | 2 |
| Bohrungs-Durchmesser, d: | 10 |
|
|
Hier klicken, um die ZIP-Datei mit den CNC-Calc-Zeichnungen herunterzuladen (Rechtsklick, Speichern unter ...). |
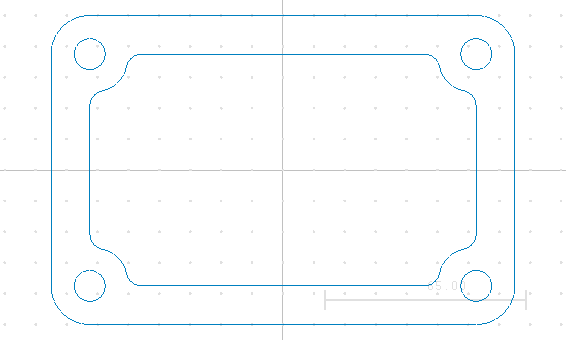
Öffnen Sie zuerst das CAD-Programm „4022 (Flansch ohne Ecklöcher).cdd“, klicken Sie dann auf das Icon ![]() Rechteckbohrbild und geben Sie die angegebenen Daten links in die Dialog-Box Rechteckbohrbild ein. Um das hiermit definierte Rechteckbohrbild (4 Ecklöcher) in obige Zeichnung einzufügen, klicken Sie auf den OK-Button unter der Dialog-Box. Alle 4 Bohrungen sind jetzt zusammen mit der Zeichnung gespeichert.
Rechteckbohrbild und geben Sie die angegebenen Daten links in die Dialog-Box Rechteckbohrbild ein. Um das hiermit definierte Rechteckbohrbild (4 Ecklöcher) in obige Zeichnung einzufügen, klicken Sie auf den OK-Button unter der Dialog-Box. Alle 4 Bohrungen sind jetzt zusammen mit der Zeichnung gespeichert.
 |
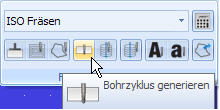
Um den Bohrzyklus zu erzeugen, wählen Sie aus der Menüleiste Fräs-Operationen für das Programm ISO Fräsen den Bearbeitungszyklus Bohrzyklus generieren aus.
 |
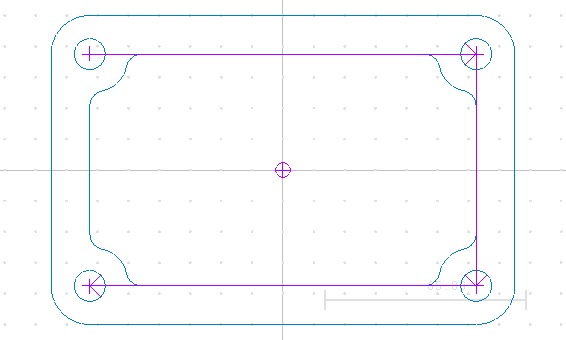
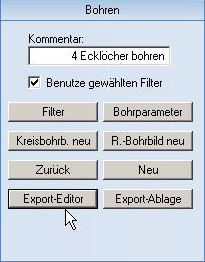
Schreiben Sie einen kurzen Kommentar - z.B. ‚4 Ecklöcher bohren’ - links in das Kommentarfeld des Dialogs Bohren. Anschließend klicken Sie in der CNC-Calc-Menüleiste Fangen auf das Icon ![]() Kreismittelpunkt fangen und dann nacheinander in alle 4 Löcher - und zwar in der von Ihnen vorgesehenen Bearbeitungsreihenfolge.
Kreismittelpunkt fangen und dann nacheinander in alle 4 Löcher - und zwar in der von Ihnen vorgesehenen Bearbeitungsreihenfolge.
Das Ergebnis sollte jetzt so aussehen:
 |
Klicken Sie jetzt in der Dialog-Box Bohren auf den Button Export in Editor, um das Unterprogramm ‚4 Ecklöcher bohren’ zu generieren, dem wir später den Namen 4040.nc geben wollen:
 |
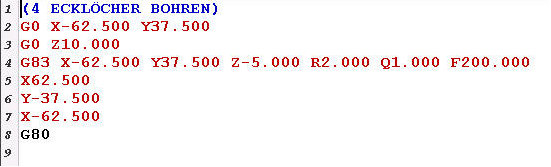
CNC-Calc generiert danach das folgende Unterprogramm (inklusive Zyklus G83):
 |
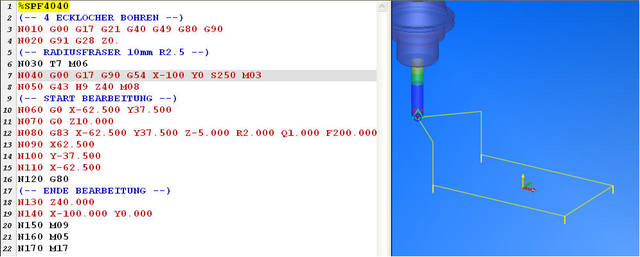
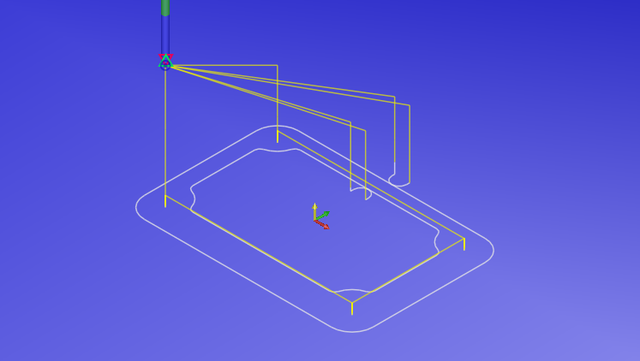
Nach Komplettierung - unter Verwendung des Makros ‚Programm-Start und -Ende’ - verifizieren wir nun das Unterprogramm 4040.nc mit Backplot:
 |
Nach der Integration des Unterprogramms SPF4040 in das Hauptprogramm MPF 4202 wurde dieses umbenannt in MPF 4203 und mit Backplot gezeichnet, um die Werkzeugpfade von T6 + T14 + T7 zu verifizieren:
 |
Das Fräswerkzeug des Unterprogramms SPF4003 ist ein Nutenfräser 0.8 mm für den Anriss der FLANSCH-INNENKONTUR. Als letzte Flanschbearbeitung wollen wir das Taschenfräsen innerhalb der Innenkontur einsetzen. Öffnen Sie mit CNC-Calc die CAD-Datei „4022 (Flansch ohne Ecklöcher).cdd“, die die INNENKONTUR- und AUSSENKONTUR des Flansches zeigt:
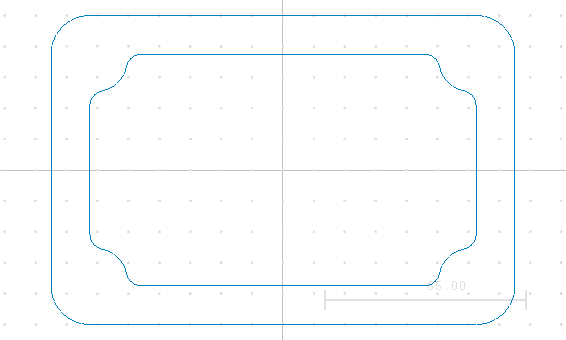 |
Klicken Sie auf das Icon ![]() Taschen fräsen in der Menüleiste Fräs-Operationen und erzeugen Sie Schritt für Schritt die Taschenbegrenzungslinie durch das Anklicken der FL-INNENKONTUR-Elemente:
Taschen fräsen in der Menüleiste Fräs-Operationen und erzeugen Sie Schritt für Schritt die Taschenbegrenzungslinie durch das Anklicken der FL-INNENKONTUR-Elemente:
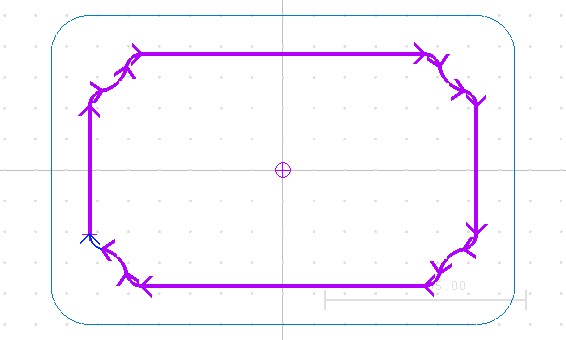 |
Wenn Sie damit fertig sind, klicken Sie in der Dialog-Box ‚Taschenfräsen’ auf den Button Werkzeugweg, und die Taschenfräsfunktion erzeugt sofort den Werkzeugweg für das Ausfräsen der Tasche:
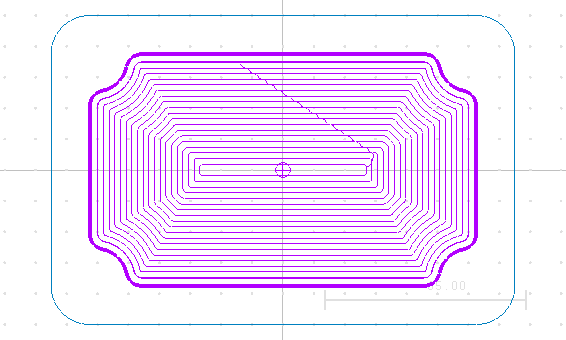 |
Klicken Sie nun auf den Button Export in Editor, um den erzeugten Werkzeugweg in ein neues Fenster des Editors zu exportieren. Diese sehr lange CNC-Datei muß noch in das Edit-Makro "Programm-Anfang und -Ende" zwischen den Zeilen (START BEARBEITUNG) und (ENDE BEARBEITUNG) eingefügt werden. Der Punkt, an dem der Werkzeugweg beginnt und endet, soll die Werkzeugwechselposition (X-100, Y0, Z40) sein. Fügen Sie in der ersten Zeile den Namen dieses Programms (z.B. 4050.nc) ein und starten Sie den Backplot; Sie werden den Werkzeugweg von T5 sehen - hier als Draufsicht (XY-Ebene, G17) dargestellt:
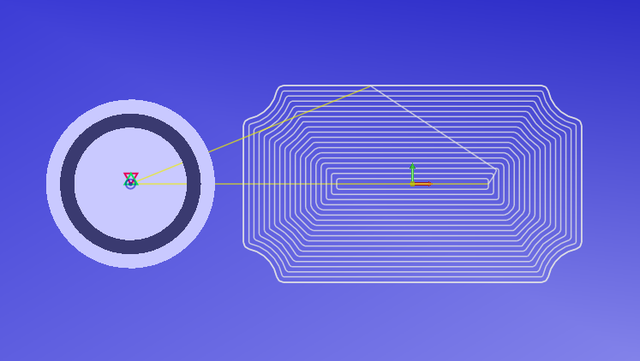 |
Nachdem SPF4050 in das Hauptprogramm MPF4203 eingefügt wurde, sollte es in MPF4204 umbenannt und mit Backplot gezeichnet werden, um die Werkzeugwege von T6 + T14 + T7 + T5 zu verifizieren.
Der Backplot unten zeigt das Hauptprogramm MPF4204 mit folgenden 4 Werkzeugwegen:
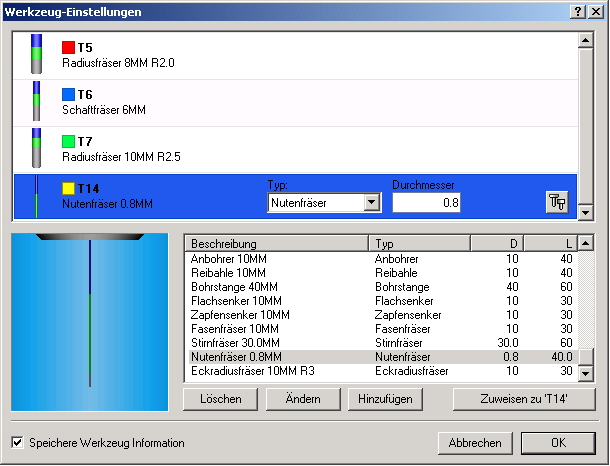
Wenn Sie ein Werkzeug ändern wollen, dann kann das im Werkzeug-Einrichtungsdialog erfolgen. Klicken Sie unter dem Backplot-Reiter in der Menüleiste Werkzeug auf das Icon ![]() Werkzeugeinstellungen und wählen Sie dann das gewünschte Werkzeug aus der angebotenen Liste aus:
Werkzeugeinstellungen und wählen Sie dann das gewünschte Werkzeug aus der angebotenen Liste aus:
 |
Die Werkzeugwege der ausgewählten Werkzeuge können im Backplot des Werkstückprogramms MPF4204 angesehen werden:
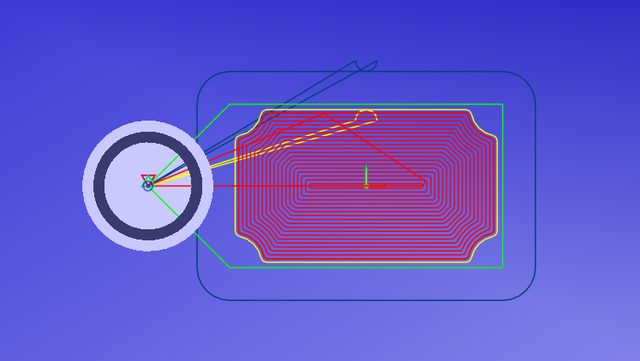 |
Jetzt ist das komplette Werkstückprogramm fertig für die Bearbeitung. Der nächste Schritt ist die Übertragung von MPF4204 zur CNC-Maschine (z.B. Maschine 2).