 |
Heidenhain-Technik und -Zyklen, die in den anderen folgenden Beispielen nützlich sein können.
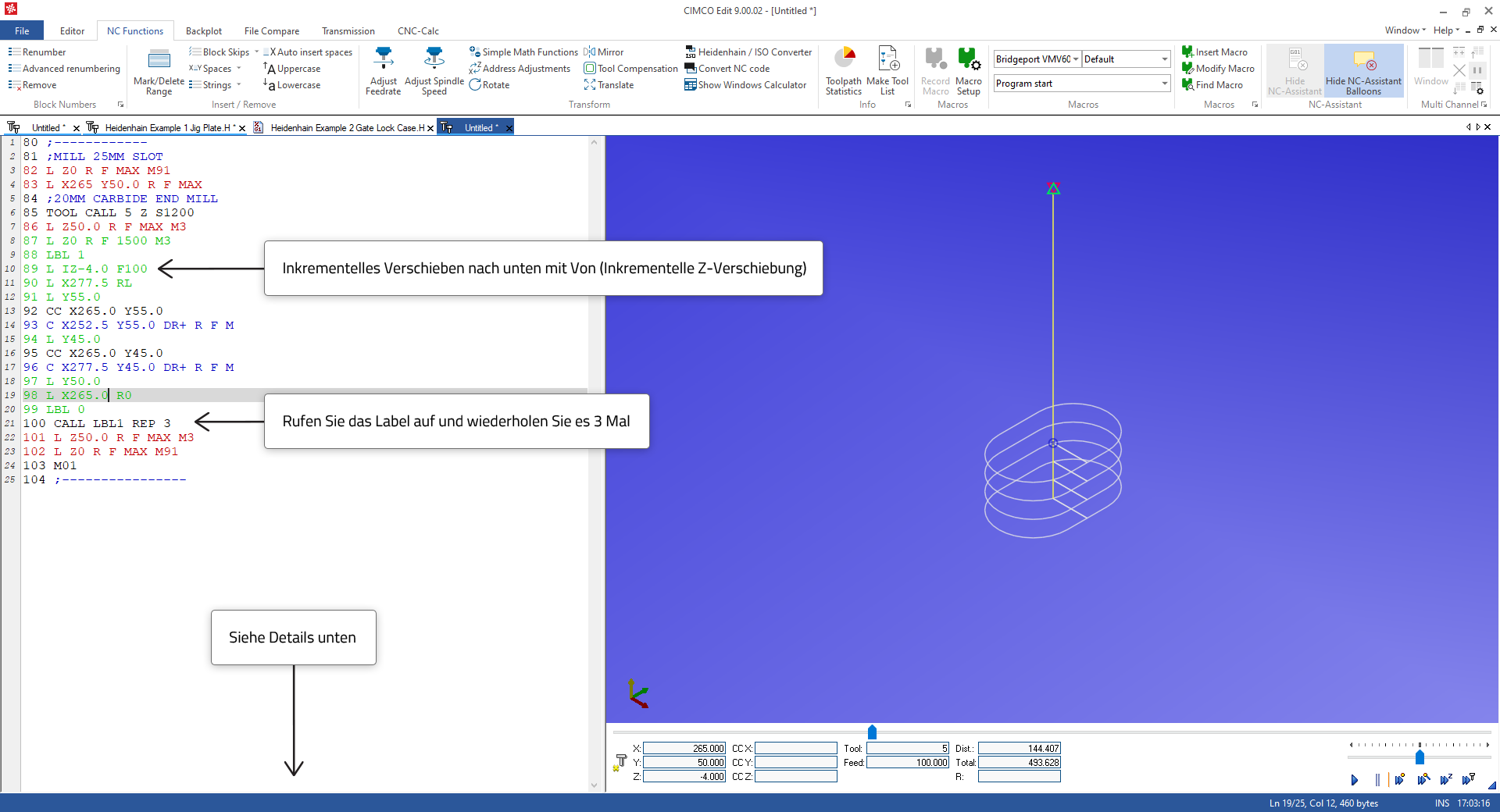
Diese Methode zum Wiederholen, eines bestimmten Profils oder Bearbeitungsbewegungen, ist eine einfache Lösung, um mehrere wiederholte Schnitte zu machen.
|
| Line | Code | Comment |
| 80 | ;------------ | |
| 81 | ;25MM SCHAFTFRAESER | |
| 82 | L Z0 R F MAX M91 | |
| 83 | L X265 Y50.0 R F MAX | Bewegen Sie sich in die Mitte der Nute |
| 84 | ;20MM CARBIDE END MILL | |
| 85 | TOOL CALL 5 Z S1200 | |
| 86 | L Z50.0 R F MAX M3 | |
| 87 | L Z0 R F 1500 M3 | Nach unten auf Z Null, Vorschub, Drehrichtung |
| 88 | LBL 1 | Set Label 1 |
| 89 | L IZ-4.0 F100 | Marke Inkrementelle Z bewegen nach unten 4 mm, IZ zeigt Inkremental Bewegung |
| 90 | L X277.5 RL | Slot Profile |
| 91 | L Y55.0 | Slot Profile |
| 92 | CC X265.0 Y55.0 | Mitte Nutprofil |
| 93 | C X252.5 Y55.0 DR+ R F M | Slot Profile |
| 94 | L Y45.0 | Slot Profile |
| 95 | CC X265.0 Y45.0 | Slot Profile |
| 96 | C X277.5 Y45.0 DR+ R F M | Slot Profile |
| 97 | L Y50.0 | Slot Profile |
| 98 | L X265.0 R0 | Slot Profile |
| 99 | LBL 0 | Label 1 Ende |
| 100 | CALL LBL1 REP 3 | --Rufen Sie Label 1 an und wiederholen Sie 3 Mal,1 Schleife plus 3 mehr x 4mm = 12mm tief. |
| 101 | L Z50.0 R F MAX M3 | |
| 102 | L Z0 R F MAX M91 | |
| 103 | M01 |
Es gibt viele praktische Zyklen, um die Programmierung in der Heidenhain- TNC-Steuerungen zu unterstützen. Wir haben Taschenfräsen in zwei der Beispiele unten verwendet und wir werden uns diesen Zyklus hier ansehen. Bitte beachten Sie, dass die gesamte Palette an Zyklen und anderen Programmhilfen in Heidenhain-TNC-Steuerungen hier nicht abgedeckt ist, da das Ziel ist, zu zeigen, wie man Programme am besten mit dem CIMCO Edit erstellt und testet.
Die Simulation in BackPlot interpretiert und Plottet die meisten Zyklen. Wir haben den Rechtecktaschenzyklus 251 verwendet, der in späteren TNC-Steuerungen zu finden ist, aber die Rechtecktasche Cycle 4 würde auch eine Lösung sein, wenn wir mit einer früheren TNC-Steuerung arbeiten.
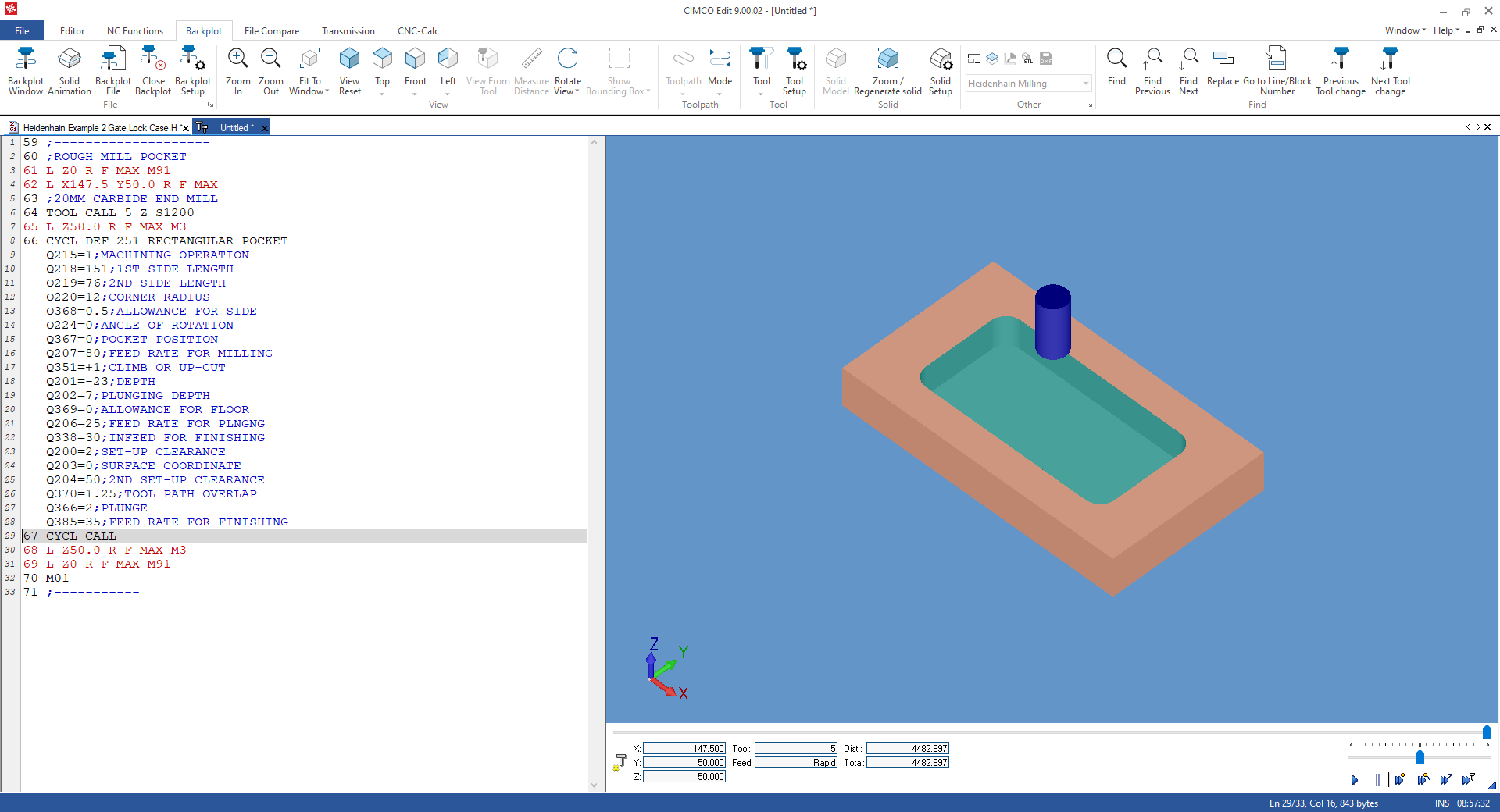 |
Die Solid Animation bietet eine bessere Darstellung der Bearbeitung, der durch diesen Zyklus erstellt wurde. Daher sollte man das Solid-Setup so eingestellt werden, dass ein Block erstellt wird, der etwas größer als die Taschenabmessung ist. Das Werkzeug sollte auf einen 20MM Schaftfräser eingestellt werden, damit wir eine gute Darstellung erhalten.
Schauen wir uns die NC-Sätze dazu an:
| 60 | ;FRASEN RECTECKTASCHE | |
| 61 | L Z0 R F MAX M91 | |
| 62 | L X147.5 Y50.0 R F MAX | Bewegen Sie sich in die Mitte der Tasche |
| 63 | ;20MM SCHAFTFRAESER | |
| 64 | TOOL CALL 5 Z S1200 | |
| 65 | L Z50.0 R F MAX M3 | Bewegen Sie sich bis zu 50 mm über dem Teil |
| 66 | CYCL DEF 251 RECHTECKTASCHE ~ | Taschenfräsen Definition |
| Q215=1;BEARBEITUNGS-UMFANG | Bearbeitungsvorgang 1=Schruppen 2=Finishing etc. | |
| Q218=151;1. SEITEN-LAENGE | Wie durch Text angegeben | |
| Q219=76;2. SEITEN-LAENGE | Wie durch Text angegeben | |
| Q220=12;ECKENRADIUS | Wie durch Text angegeben | |
| Q368=0.5;AUFMASS SEITE | X & Y Aufmaß | |
| Q224=0;DREHLAGE | Taschenausrichtung 3/Uhr = 0 Grad | |
| Q367=0;TASCHENLAGE | Position des Werkzeugs, wenn der Zyklus 0 heißt = Zentrum der Tasche | |
| Q207=80;VORSCHUB FRAESEN | -- Wie durch Text angegeben | |
| Q351=+1;FRAESART | +1 = Klettern Fräsen | |
| Q201=-23;TIEFE | hier die gewünschte Tiefe eingeben | |
| Q202=7;ZUSTELL-TIEFE | Wie durch Text Zustellung Inkremental | |
| Q369=0;AUFMASS TIEFE | Schlichten des Taschenbodengrundes | |
| Q206=25;VORSCHUB TIEFENZ. | Wie durch Text angegeben | |
| Q338=30;ZUST. SCHLICHTEN | Wie durch Text gekennzeichnet | |
| Q200=2;SICHERHEITS-ABST. | Position in Z, um den Zyklus zu starten | |
| Q203=0;KOOR. OBERFLAECHE | Absolute Z Position | |
| Q204=50;2. SICHERHEITS-ABST. | Schnell bis zu dieser Position zwischen den Taschen, wenn es mehrere sind. | |
| Q370=1.25;BAHN-UEBERLAPPUNG | Wie viel sich das Werkzeug überlappt = Werkzeug Rad x 1,25 | |
| Q366=2;EINTAUCHEN | Eintauchende Strategie 0=Vertical, 1=Helical, 2=Zig-Zack im Winkel | |
| Q385=35;VORSCHUB SCHLICHTEN | Wie durch Text angegeben | |
| 67 | CYCL-AUFRUF | Dieser Befehl wirkt den ganzen Zyklus gleich wie M99 |
| 68 | L Z50.0 R F MAX M3 | |
| 69 | L Z0 R F MAX M91 | |
| 70 | M01 | |
| 71 | ----------- |