 |
Wenn die CNC-Steuerung den Radius des Werkzeugs nicht ausgleichen kann, ist die Kontur des bearbeiteten Werkstücks nur dann korrekt, wenn der Programmierer einen Werkzeugweg unter Berücksichtigung des Werkzeugradius erstellt. Das liegt daran, dass alle programmierten Bewegungen in Bezug auf die Werkzeugmittellinie berechnet werden. Wenn CNC-Steuerungen über eine automatische Radius-kompensation verfügen, kann der Programmierer die Werkstückbemaßungen verwenden und die CNC-Steuerung erzeugt einen Werkzeugweg parallel zur Werkstückbemaßung.
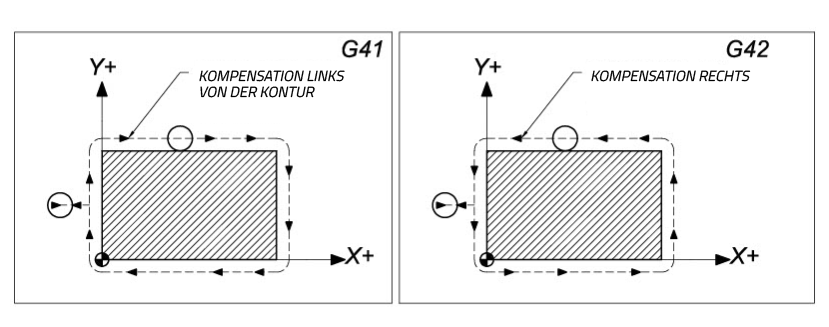
Die vorbereitenden Befehle G41 und G42 werden verwendet, um die Radiuskompensation, die durch den Werkzeugradius versetzt wird.
|
G41 wendet Radiuskompensation links der Kontur an. G42 wendet die Radiuskompensation rechts der Kontur an. Bei der Programmierung mit G41 oder G42 ist es wichtig, so zu programmieren, dass der erste Zug, um die Kompensation anzuwenden, einen ausreichenden Abstand zur Kontur hat, damit die CNC-Steuerung die kompensierte Bewegung machen kann. Zum Beispiel könnte es eine Bewegung zu X-20 Y-20 sein, dann wird eine Z-Tiefe programmiert. Zwischen X-30 Y-30 und X0 Y0 wird G41 programmiert - oder G42 mit einem Wert von D aus der Werkzeugversatztabelle für den Radius des Werkzeugs.
| O1000 | N10 G40 G80 | N20 G28 G91 Z0 | N30 T03 M06 | N40 G90 G54 S1000 F500 M03 | N50 G00 G43 H03 Z100 | N60 G00 X-30 Y-30 Z5 | N70 G01 Z-5 | N80 G01 G41 D23 X10 Y10 | N90 Y90 | N100 X90 | N110 Y10 | N120 X10 | N130 G00 G40 X-30 Y-30 | N140 G28 G91 Z0 | N150 M30 |
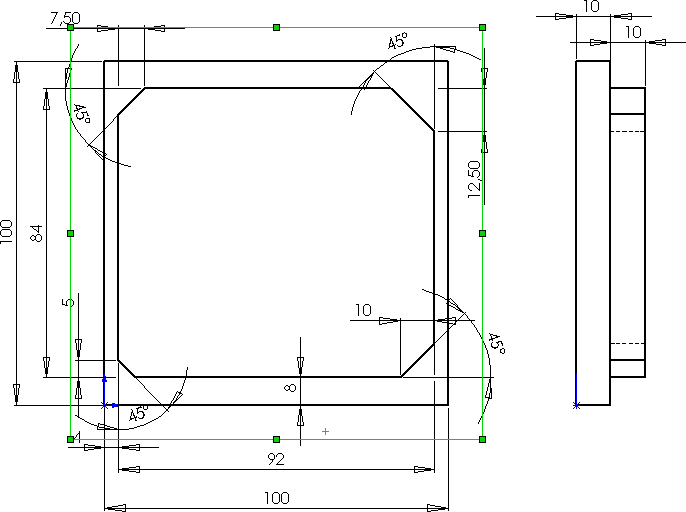
Produzieren Sie ein CNC-Programm für die Zeichnung unten, wo das Programm im ersten Quadranten eingestellt ist und das Quadrat mit einem 20mm Fräser bearbeitet, wird. Das Programm ist mit Radiuskompensation geschrieben Sie können entscheiden, ob Sie mit einem G41 oder G42 programmieren möchten. Die Fahrtrichtung bestimmt dies.
 |