|
Transformieren. |
In diesem Kapitel werden die Funktionen in der Menüleiste Transformieren erklärt, die Ihnen helfen, CNC-Programme schnell zu erstellen und zu bearbeiten.
|
Transformieren. |
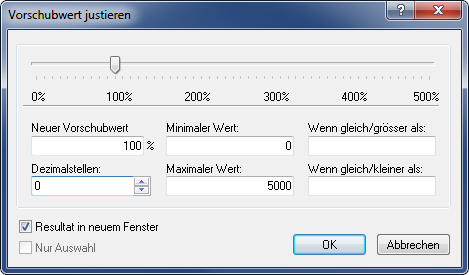
Mit diesem Dialog können die Vorschubwerte des geöffneten CNC-Programms mit dem Schieberegler prozentual erhöht oder verringert werden. Alternativ können Sie den neuen Vorschubwert auch in dem Feld Neuer Vorschubwert festlegen. Zum Bestätigen, klicken Sie auf OK. Falls Sie doch keine Vorschubänderung vornehmen wollen, klicken Sie auf 'Abbrechen' und der schon eingestellte neue Vorschubwert wird nicht übernommen.
 |
|
Dialog 'Vorschubwert justieren'. |
In dieses Feld geben Sie ein, um wieviel Prozent der bisherige Vorschub geändert werden soll.
Hier geben Sie den kleinsten absoluten Vorschubwert (in mm/min) ein, der nicht unterschritten werden darf.
Hier geben Sie den größten absoluten Vorschubwert (in mm/min) ein, der nicht überschritten werden darf.
Hier stellen Sie die gewünschte Anzahl an Dezimalstellen für die Ergebniswerte ein.
Nur Werte gleich oder größer als der hier angegebene Wert werden geändert.
Nur Werte gleich oder kleiner als der hier angegebene Wert werden geändert.
Setzen Sie bei diesem Feld einen Haken, wenn die Änderungen an der Vorschubrate in einem neuen Fenster angezeigt werden sollen. Falls die Option Nur Auswahl ausgewählt ist, wird nur die Auswahl in einem neuen Fenster angezeigt.
Setzen Sie bei bei diesem Feld einen Haken, wenn die Vorschubrate nur in den markierten Programmteilen geändert werden soll.
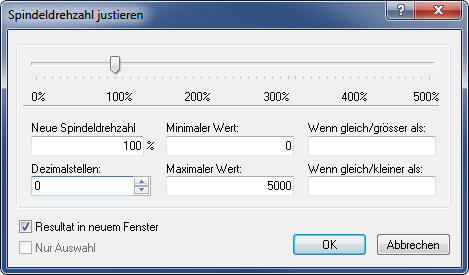
Mit diesem Dialog können Sie die Spindeldrehzahlwerte des geöffneten CNC-Programms erhöhen und erniedrigen. Dies können Sie entweder prozentual mit dem Schieberegler erreichen, oder alternativ eine neue Spindeldrehzahl im Feld Neue Spindeldrehzahl eingeben. Zum Bestätigen, klicken Sie auf OK. Falls Sie doch keine Drehzahländerung vornehmen wollen, klicken Sie auf 'Abbrechen' und der schon eingestellte neue Spindeldrehzahlwert wird nicht übernommen.
 |
|
Dialog 'Spindeldrehzahl justieren'. |
In dieses Feld geben Sie ein, um wieviel Prozent die bisherigen Drehzahlwerte geändert werden sollen.
Hier geben Sie den kleinsten absoluten Drehzahlwert (in U/min) ein, der nicht unterschritten werden darf.
Hier geben Sie den größten absoluten Drehzahlwert (in U/min) ein, der nicht überschritten werden darf.
Geben Sie in dieses Feld die Anzahl der Dezimalstellen ein.
Nur Werte gleich oder größer als der hier angegebene Wert werden geändert.
Nur Werte gleich oder kleiner als der hier angegebene Wert werden geändert.
Setzen Sie hier einen Haken, wenn das Resultat der Spindeldrehzahländerung in einem neuen Fenster angezeigt werden soll. Falls die Option Nur Auswahl ausgewählt ist, wird nur die Auswahl in einem neuen Fenster angezeigt.
Setzen Sie bei bei diesem Feld einen Haken, wenn die Spindeldrehzahl nur in den markierten Programmteilen geändert werden soll.
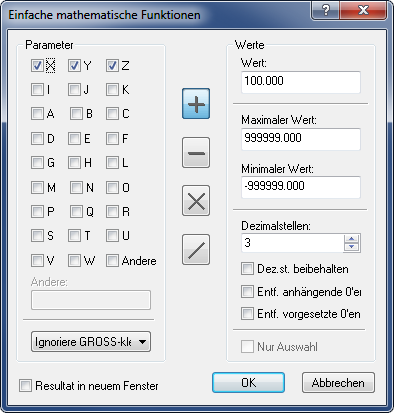
Hiermit können Sie die Parameter eines CNC-Programms mit einfachen mathematischen Funktionen verändern.
 |
|
Dialog 'Einfache mathematische Funktionen'. |
Setzen Sie ein Häkchen vor die Parameter, die Sie ändern möchten.
Wenn Sie bei dem Kästchen 'Andere' einen Haken setzen, öffnet sich darunter ein Eingabefeld, in dem auch Sonderzeichen (Ä,Ö,Ü,ß) und mehrstellige (ABC) Parameter-Namen eingetragen werden können.
Mit diesem Auswahlmenü können Sie festlegen, ob für die zu ändernden Parameter nur GROSS- oder klein-Schreibung verwendet werden soll.
Setzen Sie bei diesem Feld einen Haken, wenn das Resultat der Berechnungen in einem neuen Fenster angezeigt werden soll. Falls die Option Nur Auswahl ausgewählt ist, wird nur die Auswahl in einem neuen Fenster angezeigt.
Addiert den oben rechts angegebenen Wert zu allen ausgewählten Parametern.
Subtrahiert den oben rechts angegebenen Wert von allen ausgewählten Parametern.
Multipliziert den oben rechts angegebenen Wert mit allen ausgewählten Parametern.
Alle ausgewählten Parameter werden durch den oben rechts angegebenen Wert dividiert.
In diesem Feld geben Sie den Wert ein, der von der gewählten mathematischen Funktion verwendet werden soll ( + – x / ).
In dieses Feld setzen Sie den maximalen Ergebniswert ein, der nach Durchführung der eingestellten mathematischen Funktion mit dem oben vorgegebenen Wert nicht überschritten werden darf.
Überschreitet das errechnete Ergebnis dennoch diesen maximalen Ergebniswert, so wird anstelle des richtigen - aber zu hohen - Resultats der vorgeschriebene maximale Ergebniswert als "höchstes Ergebnis" eingesetzt.
In dieses Feld setzen Sie den minimalen Ergebniswert ein, der nach Durchführung der eingestellten mathematischen Funktion mit dem oben vorgegebenen Wert nicht unterschritten werden darf.
Unterschreitet das errechnete Ergebnis dennoch diesen minimalen Ergebniswert, so wird anstelle des richtigen - aber zu niedrigen - Resultats der vorgeschriebene minimale Ergebniswert als "niedrigstes Ergebnis" eingesetzt.
Hier stellen Sie die gewünschte Anzahl der Dezimalstellen für die Ergebniswerte ein.
Setzen Sie bei diesem Kästchen einen Haken, wenn Sie für die Ergebniswerte dieselbe Anzahl von Dezimalstellen wünschen, die die Originalwerte der Parameter hatten.
Setzen Sie bei diesem Kästchen einen Haken, um alle Nullen am Ende der Ergebniswerte zu eliminieren.
Setzen Sie bei diesem Kästchen einen Haken, um alle vorgesetzten Nullen vor den Ergebniswerten zu eliminieren, ausgenommen die Vorkomma-Null bei Dezimalbrüchen.
Setzen Sie hier einen Haken, wenn Sie die Parameter-Umrechnung nur für den markierten Bereich des CNC-Progammes durchführen wollen.
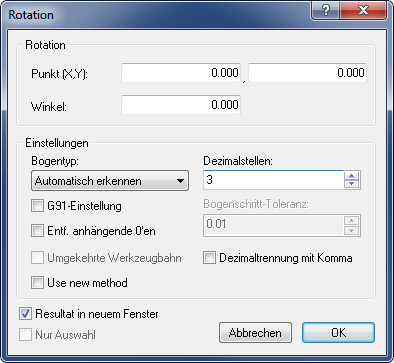
Mit diesem Dialog können Sie die Werkstückkontur um einen gegebenen Punkt (Pivot-Punkt) mit einem einstellbaren Winkel drehen. Um die Rotation durchzuführen, bestätigen Sie mit OK. Wollen Sie den Rotationsvorgang doch nicht ausführen, klicken Sie auf 'Abbrechen' und das geöffnete CNC-Programm bleibt damit unverändert.
 |
|
Dialog 'Rotation'. |
In diesen Feldern geben Sie die Koordination X und Y des Rotationsmittelpunkts in mm an.
Hier können Sie den Rotationswinkel in Grad festlegen.
Hier können Sie einen von vier verschiedenen Kreisbogentypen auswählen:
In diesem Feld geben Sie die Anzahl der Dezimalstellen an, die die Parameter des CNC-Programms nach der Rotation haben sollen.
Verwenden Sie dieses Feld, um die Toleranz der Bogenschritte für die Linearisierung der Werkzeugbahn festzulegen. Eine niedrige Toleranz führt zu vielen Linienabschnitten, und eine hohe Toleranz zu vielen Linienabschnitten.
Setzen Sie bei diesem Kästchen einen Haken, wenn Sie als Dezimaltrennzeichen das Komma verwenden.
Setzen Sie bei diesem Kästchen einen Haken, um alle Nullen am Ende der Ergebniswerte zu eliminieren.
Setzen Sie hier einen Haken um die Richtung der Werkzeugbahn umzukehren.
Setzen Sie bei diesem Feld einen Haken, wenn die CNC-Steuerung auf Inkrementale Koordinaten (G91) voreingestellt ist.
Setzen Sie hier einen Haken, wenn das Resultat dieser Einstellung in einem neuen Fenster angezeigt werden soll. Falls die Option Nur Auswahl ausgewählt ist, wird nur die Auswahl in einem neuen Fenster angezeigt.
Setzen Sie bei diesem Kästchen einen Haken, wenn Sie die Rotation nur für den markierten Bereich des CNC-Progammes durchführen wollen.
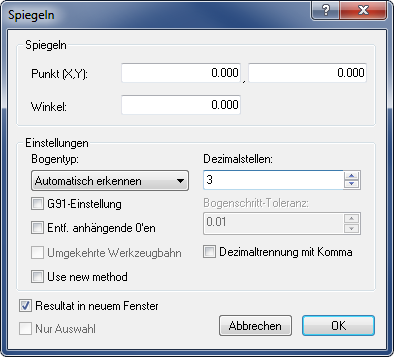
Mit diesem Dialog können Sie die Werkstückkontur an einer Spiegelachse spiegeln. Um das Spiegeln durchzuführen, bestätigen Sie mit OK. Wollen Sie die Spiegelung doch nicht ausführen, klicken Sie auf Abbrechen und das geöffnete CNC-Programm bleibt unverändert. Um diese Funktion zu erreichen, klicken Sie auf den kleinen Pfeil nach unten neben dem Symbol Rotation.
 |
|
Dialog 'Spiegeln'. |
Geben Sie in diesem Feld die Koordinaten X (mm) und Y (mm) eines Punktes ein, durch den die Spiegelachse verläuft
Geben Sie in diesem Feld den Winkel ein, den die Spiegelachse mit der X-Achse einschließen soll. Der Winkel wird mathematisch positiv, das heißt gegen den Uhrzeigersinn gemessen.
Hier können Sie einen von vier verschiedenen Kreisbogentypen auswählen:
In diesem Feld geben Sie die Anzahl der Dezimalstellen an, die die Parameter des CNC-Programms nach der Rotation haben sollen.
Verwenden Sie dieses Feld, um die Toleranz der Bogenschritte für die Linearisierung der Werkzeugbahn festzulegen. Eine niedrige Toleranz führt zu vielen Linienabschnitten, und eine hohe Toleranz zu vielen Linienabschnitten.
Setzen Sie bei diesem Kästchen einen Haken, wenn Sie als Dezimaltrennzeichen das Komma verwenden.
Setzen Sie bei diesem Kästchen einen Haken, um alle Nullen am Ende der Ergebniswerte zu eliminieren.
Setzen Sie hier einen Haken um die Richtung der Werkzeugbahn umzukehren.
Setzen Sie bei diesem Feld einen Haken, wenn die CNC-Steuerung auf Inkrementale Koordinaten (G91) voreingestellt ist.
Setzen Sie hier einen Haken, wenn das Ergebnis der Spiegelungseinstellungen in einem neuen Fenster angezeigt werden sollen. Falls die Option Nur Auswahl ausgewählt ist, wird nur die Auswahl in einem neuen Fenster angezeigt.
Setzen Sie bei diesem Kästchen einen Haken, wenn Sie Spiegeln nur für den markierten Bereich des CNC-Progammes durchführen wollen.
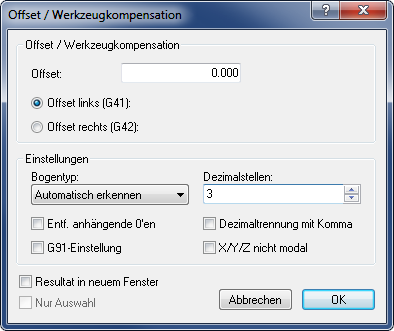
Mit diesem Dialog können Sie eine Werkzeugbahnkorrektur vornehmen. Die Werkzeugmittelpunktsbahn wird um den OFFSET (Versatz) gegenüber der programmierten Werkstückkontur nach links (G41) oder nach rechts (G42) - jeweils bezogen auf die Vorschubrichtung - versetzt, um damit unterschiedliche Werkzeugabmessungen zu kompensieren. Um diese Funktion zu erreichen, klicken Sie auf den kleinen Pfeil nach unten neben dem Symbol Rotation.
 |
|
Dialog 'Werkzeugbahnkorrektur'. |
In dieses Feld geben Sie den Offset-Wert (mm) ein.
Aktiviert die Werkzeugbahnkorrektur mit dem Offset links (G41).
Aktiviert die Werkzeugbahnkorrektur mit dem Offset rechts (G42).
Hier können Sie einen von vier verschiedenen Kreisbogentypen auswählen:
In diesem Feld geben Sie die Anzahl der Dezimalstellen an, die die Parameter des CNC-Programms nach der Rotation haben sollen.
Setzen Sie bei diesem Kästchen einen Haken, um alle Nullen am Ende der Ergebniswerte zu eliminieren.
Setzen Sie bei diesem Feld einen Haken, wenn die CNC-Steuerung auf Inkrementale Koordinaten (G91) voreingestellt ist.
Setzen Sie bei diesem Kästchen einen Haken, wenn Sie als Dezimaltrennzeichen das Komma verwenden.
Setzen Sie bei diesem Kästchen einen Haken, wenn die X/Y/Z-Achsen nicht modal (selbsthaltend) sind.
Setzen Sie hier einen Haken, wenn das Ergebnis der Werkzeugkompensation in einem neuen Fenster angezeigt werden soll. Falls die Option Nur Auswahl ausgewählt ist, wird nur die Auswahl in einem neuen Fenster angezeigt.
Haken Sie dieses Kontrollkästchen ab, wenn Sie die Werkzeugbahnkorrektur nur für den markierten Bereich des CNC-Progammes durchführen wollen.
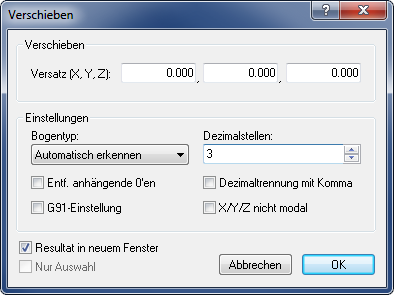
Mit Hilfe dieses Dialogs können Sie eine Kontur im Raum verschieben. Dabei ist es möglich, den Versatz in den drei Achsenrichtungen X, Y und Z unterschiedlich groß vorzugeben. Um diese Funktion zu erreichen, klicken Sie auf den kleinen Pfeil nach unten neben dem Symbol Rotation.
 |
|
Dialog 'Verschieben'. |
In diesen Feldern können Sie die X-, Y- und Z-Werte der Verschiebung festlegen.
Hier können Sie einen von vier verschiedenen Kreisbogentypen auswählen:
In diesem Feld geben Sie die Anzahl der Dezimalstellen an, die die Parameter des CNC-Programms nach der Rotation haben sollen.
Setzen Sie bei diesem Kästchen einen Haken, um alle Nullen am Ende der Ergebniswerte zu eliminieren.
Setzen Sie bei diesem Feld einen Haken, wenn die CNC-Steuerung auf Inkrementale Koordinaten (G91) voreingestellt ist.
Setzen Sie bei diesem Kästchen einen Haken, wenn Sie als Dezimaltrennzeichen das Komma verwenden.
Setzen Sie bei diesem Kästchen einen Haken, wenn die X/Y/Z-Achsen nicht modal (selbsthaltend) sind.
Setzen Sie hier einen Haken, wenn das Ergebnis der Verschiebungseinstellungen in einem neuen Fenster angezeigt werden soll. Falls die Option Nur Auswahl ausgewählt ist, wird nur die Auswahl in einem neuen Fenster angezeigt.
Setzen Sie hier einen Haken, wenn Sie Verschieben nur für den markierten Bereich des CNC-Progammes durchführen wollen.
Diese Funktion wandelt ein HEIDENHAIN-CNC-Programm in ein ISO-CNC-Programm um. Um diese Funktion zu erreichen, klicken Sie auf den kleinen Pfeil nach unten neben dem Symbol Rotation.
Klicken Sie auf diese Schaltfläche, um den Windows-Taschenrechner zu öffnen.