 |
|
El menú 'Configurar macros'. |
En esta sección se describe cómo configurar las macros. CIMCO Edit v6 incluye ciclos y macros pre-programados para las operaciones más habituales. También puede crear o grabar sus propios ciclos y macros para las operaciones más utilizadas en sus aplicaciones y montajes específicos.
|
|
El menú 'Configurar macros'. |
Haga clic en este icono para mostrar u ocultar el panel lateral del NC-Assistant.
Haga clic en este icono para mostrar u ocultar los globos de información de NC-Assistant.
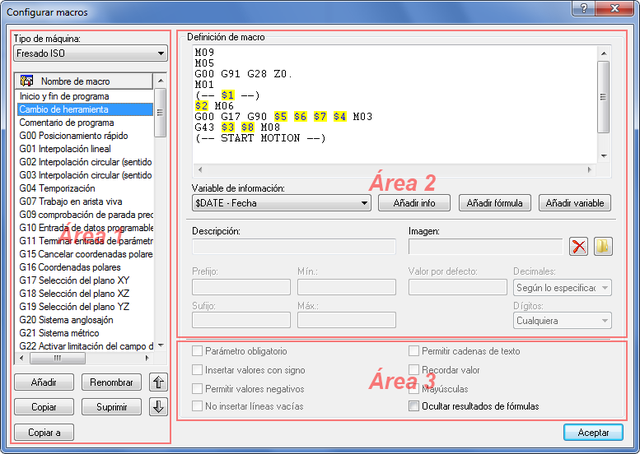
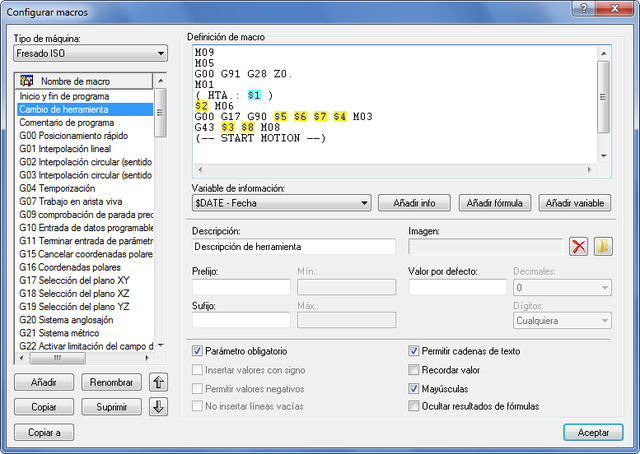
La ventana Configurar macros está dividida en tres áreas funcionales que son descritas en detalle a continuación, poniendo como ejemplo la macro Cambio de herramienta.
 |
|
Configurar macros. |
El menú desplegable proporciona una lista de los tipos de máquina definidos que puede seleccionar (p.ej. Fresado ISO, Torneado ISO, Heidenhain, etc.).
En esta lista puede ver todas las macros disponibles para el tipo de máquina seleccionado.
Haciendo clic en el botón Añadir se abrirá la ventana Añadir macro. Introduzca el nombre de la nueva macro y haga clic en Aceptar. Encontrará el nombre introducido al final de la lista Nombre de macro.
Al hacer clic en este botón se abrirá la ventana Añadir macro. Introduzca el nombre de la nueva macro y haga clic en Aceptar.
Presione este botón para cambiar el nombre a la macro seleccionada.
Presione este botón para hacer una copia de la macro seleccionada. Puede realizar los cambios necesarios en el nombre y los contenidos de la macro copiada para crear una macro similar y guardarla a continuación.
Al hacer clic en este botón se mostrará un mensaje de aviso solicitando confirmación para eliminar la macro seleccionada. Si responde 'Sí', el nombre de la macro y sus contenidos serán eliminados.
Al hacer clic en este botón se abrirá una ventana para copiar las macros seleccionadas a la configuración especificada en la parte inferior de la ventana (tipo de máquina).
Utilice estos botones para mover la macro seleccionada arriba o abajo en la lista.
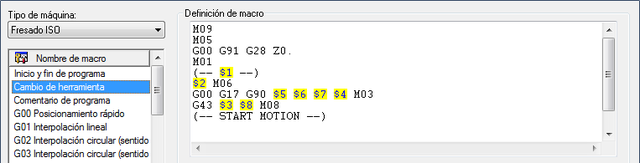
En el campo Definición de macro, se muestra la secuencia de bloques de la macro tal y como estará en el programa CN. La variables de código CN son reemplazadas por parámetros en orden ascendente. Estos parámetros serán añadidos al programa macro usando el botón Añadir (datos de entrada vía teclado no están permitidos y no serán aceptados).
La macro Cambio de herramienta consiste en 7 bloques de programa CN con 8 parámetros ($1 ... $8). El formato de número de bloque (p.ej. N0100) e intervalo (p.ej. 10) pueden ser configurados y modificados en la sección Configurar Números de bloque.
 |
|
Ejemplo de Definición de macro con 8 parámetros. |
Use este menú desplegable para añadir información adicional a la macro (por ejemplo: fecha, hora, nombre de archivo, usuario, etc.).
Haga clic en este botón para insertar la variable de información seleccionada en el campo anterior.
Haga clic en este botón para insertar una nueva fórmula.
Haga clic en este botón para insertar una nueva variable de usuario.
Use este campo para especificar una descripción para el parámetro seleccionado.
|
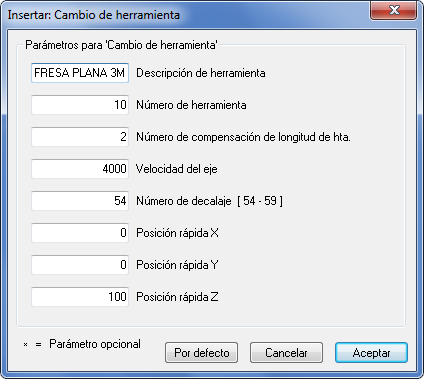
Al insertar una macro en el programa CNC haciendo clic en el icono |
 |
|
Campos de entrada de parámetros (ejemplo). |
Use este campo para especificar un prefijo para el parámetro seleccionado, p.ej. 'S' para la velocidad de giro del eje.
Use este campo para especificar un sufijo para el parámetro seleccionado.
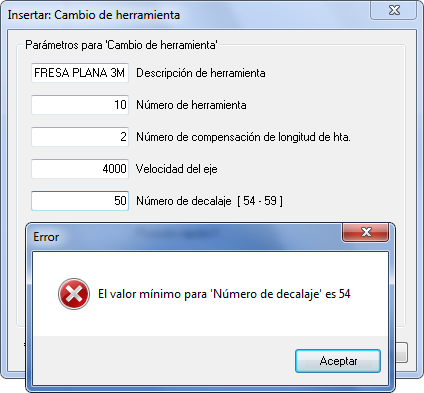
Use este campo para especificar un valor mínimo para el parámetro seleccionado. Si introduce un valor menor que el valor 'Mínimo', será avisado inmediatamente para corregirlo.
 |
|
Mensaje de error al introducir un valor menor que el mínimo. |
Use este campo para especificar un valor máximo para el parámetro seleccionado. Si introduce un valor mayor que el valor Máximo, será avisado inmediatamente para corregirlo.
Use este campo para especificar un valor por defecto para el parámetro seleccionado.
Seleccione en esta lista desplegable el número de dígitos decimales a utilizar.
Use this field to specify the number of digits. E.g. when inserting an O-number with 4 digits, the result becomes 'O0007'.
Use las casillas de verificación para habilitar o inhabilitar opciones adicionales.
|
Las opciones adicionales deben ser seleccionadas cuidadosamente, puesto que afectan al resultado final. |
Seleccione este campo si el usuario es necesario para especificar un valor para el parámetro seleccionado.
Si no selecciona esta casilla, el signo * aparecerá en el campo de introducción del parámetro, indicando que el parámetro es opcional. En este caso, no es necesario introducir un valor en el campo. Si lo hace de todas formas, cambiará el valor (modal) de este parámetro en el código CN.
Parámetros opcionales pueden ser encontrados, por ejemplo, en los 3 ejes (X, Y, Z) de un movimiento lineal (G01).
Seleccione esta opción si el valor del parámetro debe ser insertado con signo.
Ejemplo: El valor 123.4 será añadido como '+123.4'.
Check this field to allow negative values for the current parameter.
Si deja esta opción sin marcar, sólo serán aceptados valores positivos.
|
Si (accidentalmente) introduce un valor negativo en los campos de la macro, el signo (-) será ignorado. El valor introducido será considerado como el valor absoluto del parámetro y generará código CN positivo en el programa CNC. |
Seleccione esta opción si no deben insertarse líneas en blanco cuando este parámetro no está especificado.
Seleccione este campo para permitir al usuario introducir cualquier cadena de texto.
De acuerdo con el estándar ISO, los textos en el programa CNC deben ser escritos entre paréntesis para que puedan ser leídos por las máquinas CNC. Para prevenir el olvido de los paréntesis, estos son generados automáticamente en CIMCO Edit v6 cuando el campo 'Permitir cadenas de texto' está seleccionado. Además, los campos Mínimo, Máximo, Decimales, Dígitos y la opción Permitir valores negativos son desactivados.
El parámetro $1 en la macro Cambio de herramienta puede incluir las iniciales del fabricante, cadenas de texto, y caracteres especiales entre paréntesis.
 |
|
Allow letters. |
Check this field if the last value entered for this parameter should be used the next time the macro is called.
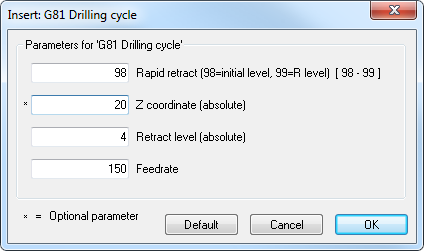
Example: If you need at a predefined location (X,Y) a blind hole with three depths Z10, Z16 and Z20 for a special steel, setup the macro 'G81 Drilling cycle' checking the box Remember value for the parameters $1, $3, $4, to match their values from a previous setting for the blind hole machining. The parameter $2 covers the modal axis Z and the input field are marked with an * and therefore is initially empty. If the drilling program was previously run and now you call the macro 'G81 Drilling cycle' by clicking the icon ![]() , you just need to enter in Z coordinate (absolute) the first Z-value of 10 and confirm with OK. Then repeat the macro command with the Z values 16 and 20 - and you have your blind hole.
, you just need to enter in Z coordinate (absolute) the first Z-value of 10 and confirm with OK. Then repeat the macro command with the Z values 16 and 20 - and you have your blind hole.
 |
|
Remember value in macro G81. |
If the option Allow letters is enabled and you want to write with capital letters, check this field to make the user input uppercase.
|
Debe seleccionar esta casilla si quiere usar tanto minúsculas como mayúsculas en el texto. |
Seleccione esta opción si no quiere que se muestre el resultado de las macro-fórmulas de NC-Assistant.