 |
|
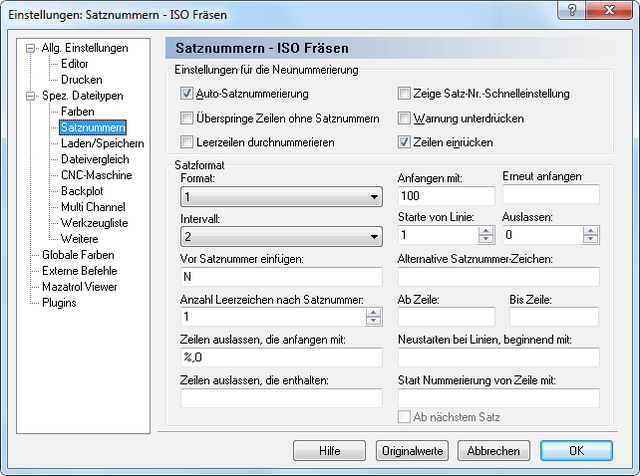
Dialog 'Satznummern-Konfiguration'. |
Die Satznummern sind in einem CNC-Steuerprogramm eine wichtige Orientierungshilfe und stehen immer am Anfang eines NC-Satzes. Der größte Teil eines CNC-Programmes besteht aus aufeinander folgenden NC-Sätzen, mit denen die Bearbeitung eines Werkstücks beschrieben wird.
Weil oft Änderungen durchgeführt werden müssen, durch die z.B. neue NC-Sätze zwischen zwei alten einzufügen sind, ist die Festlegung des 'Intervalls' zwischen 2 NC-Sätzen entsprechend der zu erwartenden Anzahl einzuschiebender NC-Sätze eine wichtige Entscheidung, die die Größe der Satznummern und damit deren Lesbarkeit für den Bediener beeinflußt. Ist die Satznummernfolge durch viele Änderungen stark gestört, ist eine 'Neunummerierung' erforderlich.
CIMCO Edit v6 besitzt eine 'Auto-Satznummerierung' und vielfältige Einstellmöglichkeiten, die mit dem Dialog 'Satznummern-Konfiguration' vorgenommen werden können. Klicken Sie dazu in der Menüzeile auf 'Einstellungen' und im geöffneten Drop-Down-Menü auf Satznummern, und Sie erhalten den folgenden Dialog:
|
|
Dialog 'Satznummern-Konfiguration'. |
Fügt automatisch Zeilennummern entsprechend dem vorgegebenen Format ein. Wenn Sie eine neue Zeile zwischen vorhandenen Zeilen einfügen, wird die neue Zeilennummer (bei der Neunummerierung) bestimmt durch die vorangehende Zeilennummer und der Intervall-Einstellung. Die neue Zeilennummer erhält einen Mittelwert zwischen dem Wert der vorangegangenen und der folgenden Zeile.
Wenn Sie dieses Feld abhaken, werden alle Zeilen ohne Satznummer bei der Neunummerierung nicht berücksichtigt. Die Satznummernfolge wird in der nächsten Zeile mit Satznummer fortgesetzt.
Nicht nur eine einzelne Leerzeile, sondern auch mehrere Leerzeilen hintereinander werden durchnummeriert, wenn Sie dieses Kästchen abgehakt haben.
Wenn dieses Feld abgehakt ist, wird nach Anklicken der Schaltfäche ![]() in der Werkzeugleiste 'NC-Zubehör' der Dialog 'Satz-Nr.-Schnelleinstellung' eingeblendet, dessen Voreinstellungen mit den Werten im Dialog 'Satznummern-Konfiguration' übereinstimmen.
in der Werkzeugleiste 'NC-Zubehör' der Dialog 'Satz-Nr.-Schnelleinstellung' eingeblendet, dessen Voreinstellungen mit den Werten im Dialog 'Satznummern-Konfiguration' übereinstimmen.
 |
|
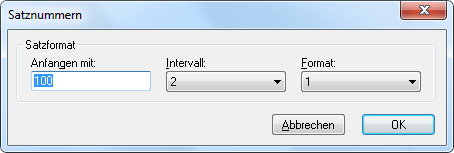
Dialog 'Satz-Nr.-Schnelleinstellung'. |
Für die Neunummerierung des aktuellen CNC-Programms können Sie diese ändern und mit OK ausführen.
Ist dieses Feld offen, werden Sie gewarnt, wenn Sie versuchen, die Neunummerierung eines großen NC-Programms durchzuführen, die nicht rückgängig gemacht werden kann.
Wenn das Feld abgehakt ist, wird diese Warnung unterdrückt.
Haben Sie das Kästchen abgehakt, dann werden neue Zeilen eingerückt. Der Einzug erfolgt in gleicher Höhe wie der der darüberliegenden Zeile.
Nach Öffnen dieses Drop-Down-Menüs können Sie mit einem Klick das von Ihnen gewünschte Satznummernformat (Anzahl der Stellen hinter der Satznummernadresse) auswählen: für 4 Stellen - und damit max. 9999 NC-Sätze - ist das das Format '0001'.
|
Die Anzahl der Ziffern in der Satznummer wird damit nicht begrenzt. Wollen Sie die Stellenzahl begrenzen, müssen Sie den Höchstwert in das Feld Erneut anfangen nach Satznummer eintragen. |
In diesem Feld können Sie den Anfangswert der Satznummern vorgeben, z.B. '100'.
Hier können Sie angeben, nach welcher Satznummer eine Nummerierung erneut anfangen soll. Diese Satznummer ist zugleich die höchste Satznummer.
Beispiel: Um Zeilennummern von 0-9999 zu verwenden, geben Sie 9999 an. Wird kein Wert angegeben, wird bis 100000000 nummeriert, bevor von vorne gezählt wird.
Nach Öffnen dieses Drop-Down-Menüs können Sie mit einem Klick das von Ihnen gewünschte Intervall zwischen zwei Satznummern wählen: vorgegeben sind die Intervalle 1, 2, 5, 10, 20, 100 und 1000. Sehr oft wird die Satznummerierung mit dem 10er-Intervall verwendet.
Eine andere Möglichkeit bildet die Auswahl einer 'Auto-Option' mit vorgegebener Obergrenze für die (wahrscheinlich) höchste Satznummer des aktuellen CNC-Programms. Das Intervall wird dann so bestimmt, dass die Aufteilung des Gesamtbereichs unterhalb der größten Satznummer so gleichmäßig wie möglich ist.
Beispiel: Für ein CNC-Programm mit 482 NC-Sätzen wurde die Auto-Option 'Auto 1000' aus dem Intervall-Drop-Down-Menü gewählt. Nach Anklicken des Buttons 'Satznummern einfügen' ![]() in der Werkzeugleiste NC-Zubehör wurde die höchste Satznummer N0964 (unter 1000) errechnet und daraus als beste Schrittweite das Intervall 2 ermittelt.
in der Werkzeugleiste NC-Zubehör wurde die höchste Satznummer N0964 (unter 1000) errechnet und daraus als beste Schrittweite das Intervall 2 ermittelt.
Dagegen ergeben sich für dasselbe Programm mit 'Auto 10000' die höchste Satznummer N4820 und das 'optimale Intervall' 10.
Verwenden Sie dieses Feld, um die Zeilennummer für die erste Zeile, welche neu nummeriert werden soll, anzugeben.
Verwenden Sie dieses Feld, um einzustellen, ob Blocknummern Zeilen überspringen sollen.
Beispiel: Falls Sie in diesem Feld 2 eingeben, wird nur jede dritte Zeile nummeriert.
Hier können Sie eine Zeichenfolge eingeben, die vor der Satznummer eingefügt wird. Bei ISO-Maschinen ist das in der Regel 'N'.
Verwenden Sie dieses Feld, um eine alternativ Satznummer-Zeichen zu spezifizieren.
Beispiel: Wenn die CNC-Steuerung 'N' und ':' als Satznummern verwendet, spezifizieren Sie ':' in diesem Feld.
In diesem Feld können Sie die Anzahl der Leerzeichen angeben, die nach der Satznummer eingefügt werden sollen.
Sollen die Satznummern in einer besonders breiten Spalte stehen, dann definieren Sie in diesem Feld die Soll-Spaltenbreite durch die Stellenzahl mit vorgesetztem Minuszeichen.
Spezifiziert die erste Zeile des CNC-Programms, der eine Satznummer gegeben werden soll.
Hier können Sie angeben, wieviele Zeilen höchstens umnummeriert werden sollen.
Wenn Sie hier eine positive Zahl eintragen, spezifizieren Sie damit die Zeile, bis zu der neunummeriert wird - gerechnet von der ersten Programmzeile (nicht vom 1. NC-Satz!) an.
Beispiel 1: Beginnt Ihr CNC-Programm mit 4 Kommentarzeilen in runden Klammern und der Programmanfangszeile (mit Programmanfangszeichen und -nummer, aber ohne 'N'), dann werden mit dem Eintrag '15' nur die ersten 10 NC-Sätze neunummeriert.
Wenn Sie hier eine negative Zahl -L eintragen, dann werden die letzten L Zeilen, gerechnet vom Programmende, nicht neunummeriert.
Beispiel 2: Haben Sie hier den Wert -2 eingetragen und folgt auf den letzten NC-Satz Ihres CNC-Programms (mit dem Programmende-Wort 'M30') noch eine Zeile mit einem Sonderzeichen (z.B. '%'), dann wird nur der letzte NCSatz nicht neunummeriert.
Zeilen, die mit den hier eingegebenen Zeichen beginnen, werden bei der Neunummerierung ausgelassen. Es können mehrere Einzelzeichen - z.B. '%', 'O', '(' - oder Zeichenkombinationen - z.B. 'ABC, XYZ' - bestimmt werden, die voneinander durch ein Komma getrennt sein müssen.
Verwenden Sie dieses Feld, zum spezifizieren wann die Satznummern neu gestartet werden sollen.
Beispiel: Zum Neunummerieren vom mehreren Programmen in der gleichen Datei, spezifizieren Sie 'O' in diesem Feld, dann wird die Satznummerierung zurückgesetzt und neu gestartet immer wenn eine O-Nummer auftritt.
Hier können Sie spezifizieren, dass Zeilen, die bestimmte Zeichen oder Zeichenfolgen enthalten, von der Neunummerierung ausgeschlossen werden. Es können auch mehrere Zeichenketten - durch Kommata getrennt - eingetragen werden.
Soll die Neunummerierung von einem NC-Satz (oder Zeile) an erfolgen, der (die) eine bestimmte Zeichenfolge enthält (z.B. 'T12' ), dann tragen Sie diese Zeichenfolge hier ein.
Soll die Neunummerierung aber erst von dem Folgesatz (ein Satz nach dem Satz mit 'T12') an beginnen, dann tragen Sie die Zeichenfolge ('T12') in das größere Feld ein und haken darunter das Kästchen Ab nächstem Satz ab.
Haken Sie dieses Feld an, zum start der neu Nummerierung beim nächsten Block, nach dem Block mit dem enthaltenen Start Trigger.
|
Die Satznummer-Einstellungen gelten nur für den gewählten Dateityp. |