 |
|
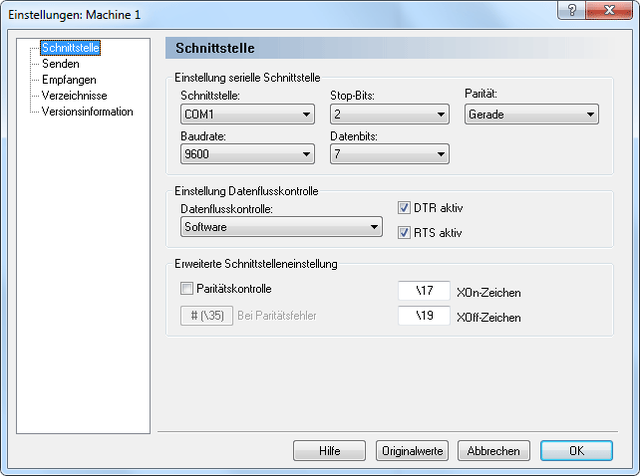
Dialog 'Schnittstelle'. |
Um die DNC-Einstellungen zu ändern, klicken Sie auf 'Übertragung' in der Menüzeile, anschließend auf 'DNC-Einstellungen'; hier wählen Sie die gewünschte Maschine aus und klicken danach auf den Button 'Einstellungen'.
Sie erhalten jetzt den Dialog 'Schnittstelle'.
|
|
Dialog 'Schnittstelle'. |
Wenn Sie dieses Drop-Down-Menü öffnen, erhalten Sie eine Übersicht über die aktivierbaren seriellen COM-Schnittstellen Ihres Rechners. Wählen Sie diejenige aus, über die der Rechner mit der vorgesehenen CNC-Maschine kommunizieren soll.
Öber das Drop-Down-Menü können Sie die Höhe der Übertragungsgeschwindigkeit in (bit/s) auswählen.
Hier können Sie die Anzahl der Stop-Bits (1 oder 2) wählen, die zur Zeichenbegrenzung beim asynchronen Übertragungsverfahren (Start-/Stop) am Ende jeden Zeichencodes erforderlich ist.
|
Wieviele Stop-Bits benötigt werden, ist steuerungsabhängig und vom Hersteller (evtl. auch aus dem CNC-Manual) zu erfragen. |
Mit diesem Drop-Down-Menü können Sie die Anzahl der Datenbits eines Zeichens wählen. Standardmäßig wird für die NC-Datenübertragung der 7-bit-ASCII-Code verwendet.
Die Parität ("Gleichheit") bezieht sich auf die Quersumme der 'Einsen' ('1') in jedem Zeichen, die mit dem Paritybit (8. Bit) die 7-bit-ASCII-Codierung 'gerade' werden läßt (2, 4, 6, 8 Einsen). Der Sender (z.B. der PC) setzt dazu vor der Übertragung eines Zeichens das Paritybit = 1, wenn die Quersumme der Datenbits ungerade war, und der Empfänger (z.B. die CNC) prüft jedes ankommende Zeichen auf eine 'gerade' Quersumme. Ist diese 'ungerade', liegt ein (Einfach-) Fehler vor, die CNC zeigt 'Fehler'. Doppelfehler können nicht erkannt werden.
Die über das Drop-Down-Menü wählbaren Modi sind:
Nur für Sonderfälle (Prüfzwecke):
Das 'Handshake'-Verfahren ermöglicht die Synchronisation der Datenübertragung zwischen DNC-Rechner (PC) und CNC. Es gibt zwei Arten der Datenflusskontrolle:
Software-Handshake, bei dem die ASCII-Zeichen XON / XOFF verwendet werden, und
Hardware-Handshake, bei dem über die RS-232-C-Schnittstelle die Potentiale der RTS/CTSLeitungen gesteuert werden.
Die über das Drop-Down-Menü wählbaren Modi sind:
Wenn dieses Feld angewählt ist, ist DTR aktiv.
Wenn dieses Feld angewählt ist, ist RTS aktiv.
Haken Sie dieses Feld ab, wenn Sie bei einem Paritätsfehler eine Fehlermeldung (z.B. # (35)) an der Fehlerstelle in das CNC-Programm eingetragen haben möchten. Die Fehlermeldung können Sie frei definieren.
Nichtstandardisierte XON / XOFF-Zeichen sind hier spezifizierbar.
Hier können Sie ein Zeichen angeben, dass in eine empfangene Datei eingefügt werden soll, falls ein Paritätsfehler bei der Datenübertragung von einer Maschine auftritt. Wenn das Feld leer bleibt, wird kein Zeichen eingefügt.
Hier wählen Sie das XOn-Zeichen. Wenn das Feld leer bleibt, wird das Standardzeichen verwendet. Falls Ihre Maschine ein anderes Zeichen verlangt, können Sie es hier eingeben.
Hier wählen Sie das XOn-Zeichen. Wenn das Feld leer bleibt, wird das Standardzeichen verwendet. Falls Ihre Maschine ein anderes Zeichen verlangt, können Sie es hier eingeben.
|
Sie geben das XOn, XOff, und Bei Paritätsfehler einfügen -Zeichen als ASCII-Zeichen ein. D.h. geben Sie '$' (ohne ' ') ein um ASCII-Zeichen 36 zu erhalten. Oder Sie geben einen ASCII-Wert wie diesen '\36' ein (wieder ohne ' '). |