|
Transformieren. |
In diesem Kapitel werden die spezifische Funktion Transformieren gezeigt, mit denen CNC-Programme aufgebaut oder schnell verändert werden können.
|
Transformieren. |
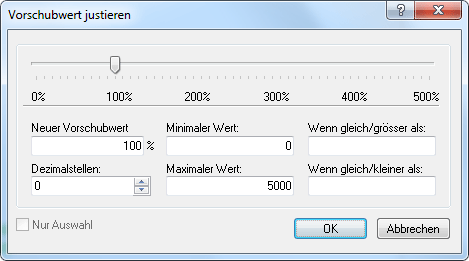
Mit diesem Dialog können die Vorschubwerte des geöffneten CNC-Programms mit dem Schieberegler prozentual erhöht oder verringert werden. Falls Sie doch keine Vorschubänderung vornehmen wollen, klicken Sie auf 'Abbrechen' und der schon eingestellte neue Vorschubwert wird nicht übernommen.
 |
|
Dialog 'Vorschubwert justieren'. |
In dieses Feld geben Sie ein, mit wieviel Prozent der bisherige Vorschub geändert werden soll.
Hier geben Sie den kleinsten absoluten Vorschubwert (in mm/min) ein, der nicht unterschritten werden darf.
Hier geben Sie den größten absoluten Vorschubwert (in mm/min) ein, der nicht überschritten werden darf.
Hier stellen Sie die gewünschte Anzahl der Dezimalstellen (Nachkommastellen) für die Ergebniswerte ein.
Nur Werte gleich oder grösser als dem hier angegebenen Wert werden geändert.
Nur Werte gleich oder kleiner als dem hier angegebenen Wert werden geändert.
Wenn Sie die Drehzahländerung nur in einem bestimmten Programmbereich haben wollen, markieren Sie zunächst diesen Bereich und haken Sie dann 'Nur Auswahl' an.
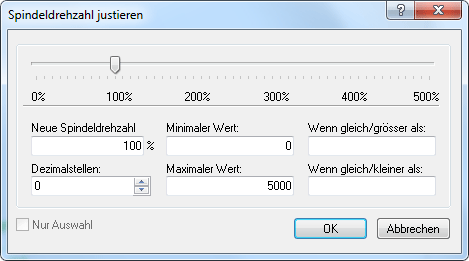
Mit diesem Dialog können die Spindeldrehzahlwerte des geöffneten CNCProgramms mit dem Schieberegler prozentual erhöht oder verringert werden. Falls Sie doch keine Drehzahländerung vornehmen wollen, klicken Sie auf 'Abbrechen' und der schon eingestellte neue Spindeldrehzahlwert wird nicht übernommen.
 |
|
Dialog 'Spindeldrehzahl justieren'. |
In dieses Feld geben Sie ein, mit wieviel Prozent die bisherigen Drehzahlwerte geändert werden sollen.
Hier geben Sie den kleinsten absoluten Drehzahlwert (in U/min) ein, der nicht unterschritten werden darf.
Hier geben Sie den größten absoluten Drehzahlwert (in U/min) ein, der nicht überschritten werden darf.
Geben Sie in dieses Feld die Anzahl der Dezimalstellen (Nachkommastellen) ein.
Nur Werte gleich oder grösser als dem hier angegebenen Wert werden geändert.
Nur Werte gleich oder kleiner als dem hier angegebenen Wert werden geändert.
Wenn Sie die Drehzahländerung nur in einem bestimmten Programmbereich haben wollen, markieren Sie zunächst diesen Bereich und haken Sie dann 'Nur Auswahl' an.
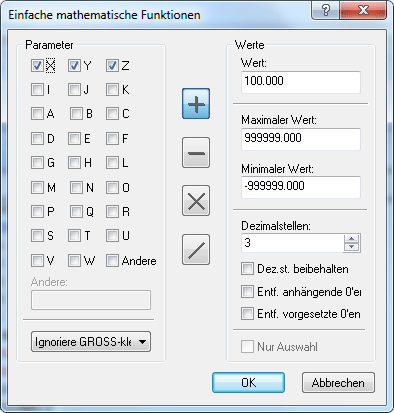
Hiermit können Sie die Parameter eines CNC-Programms mit einfachen mathematischen Funktionen verändern.
 |
|
Dialog 'Einfache mathematische Funktionen'. |
Setzen Sie ein Häkchen vor die Parameter, die Sie ändern wollen.
Wenn Sie das Kästchen 'Andere' abhaken, öffnet sich darunter ein Eingabefeld, in das Sie einen besonderen (Ä,Ö,Ü,ß) oder einen mehrstelligen (ABC) Parameter-Namen eintragen können.
Mit diesem Auswahlmenü wird die Großoder Kleinschreibung der zu ändernden Parameter bestimmt.
Addiert den oben rechts angegebenen Wert zu allen abgehakten Parametern.
Subtrahiert den oben rechts angegebenen Wert von allen abgehakten Parametern.
Multipliziert den oben rechts angegebenen Wert mit allen abgehakten Parametern.
Alle abgehakten Parameter werden durch den oben rechts angegebenen Wert dividiert.
Hier wird der Wert eingesetzt, mit dem alle abgehakten Parameter entsprechend der zuvor eingestellten mathematischen Funktion ( + – x / ) behandelt werden sollen.
In dieses Feld setzen Sie den maximalen Ergebniswert ein, der nach Durchführung der eingestellten mathematischen Funktion mit dem oben vorgegebenen Wert nicht überschritten werden darf.
Überschreitet das errechnete Ergebnis dennoch diesen maximalen Ergebniswert, so wird anstelle des richtigen - (aber zu hohen) Resultats - der vorgeschriebene maximale Ergebniswert als "höchstes Ergebnis" eingesetzt.
Enter the minimum value in this field. Parameters with values lower than specified here after performing the mathematical function will be set to this minimum value.
Hier stellen Sie die gewünschte Anzahl der Dezimalstellen (Nachkommastellen) für die Ergebniswerte ein.
Haken Sie dieses Kontrollkästchen ab, wenn Sie für die Ergebniswerte dieselbe Anzahl von Dezimalstellen wünschen, die die Originalwerte der Parameter hatten.
Haken Sie dieses Kontrollkästchen ab, um alle Nullen am Ende der Ergebniswerte zu eliminieren.
Haken Sie dieses Kontrollkästchen ab, um alle vorgesetzte Nullen vor den Ergebniswerten zu eliminieren, ausgenommen die Vorkomma-Null bei Dezimalbrüchen.
Haken Sie dieses Kontrollkästchen ab, wenn Sie die Parameter-Umrechnung nur in einem ausgewählten, markierten Bereich des CNC-Progammes durchführen wollen.
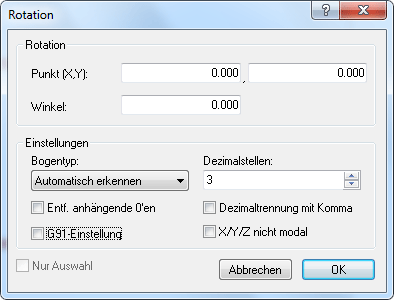
Mit diesem Dialog können Sie die Werkstückkontur um einen gegebenen Punkt (Pivot-Punkt) mit einem einstellbaren Winkel drehen. Wollen Sie den Rotationsvorgang doch nicht ausführen, klicken Sie auf 'Abbrechen' und das geöffnete CNC-Programm bleibt damit unverändert.
 |
|
Dialog 'Rotation'. |
Mit den Rotationsmittelpunktskoordinaten X (mm), Y (mm) wird das Rotationszentrum festgelegt.
Hier können Sie den Rotationswinkel spezifizieren, angegeben in Gradzahlen.
Hier können Sie einen aus vier verschiedenen Kreisbogentypen auswählen:
In diesem Feld geben Sie die Anzahl der Dezimalen (Nachkommastellen) an, die die Parameter des CNC-Programms nach der Rotation haben sollen.
Haken Sie dieses Kontrollkästchen ab, um alle Nullen am Ende der Ergebniswerte zu eliminieren.
Haken Sie dieses Kästchen ab, wenn die CNC-Steuerung auf Inkrementale Koordinaten (G91) voreingestellt ist.
Haken Sie dieses Kästchen ab, wenn Sie als Dezimaltrennzeichen das Komma verwenden.
Haken Sie dieses Kästchen ab, wenn die X/Y/Z-Achsen nicht modal (selbsthaltend) sind.
Haken Sie dieses Kontrollkästchen ab, wenn Sie der Rotation nur in einem ausgewählten, markierten Bereich des CNC-Progammes durchführen wollen.
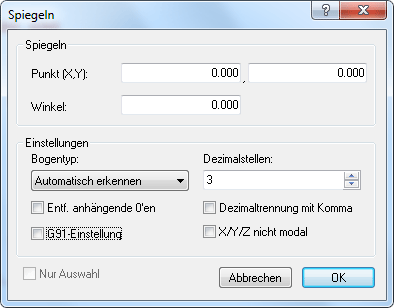
Mit diesem Dialog können Sie die Werkstückkontur um eine definierte Gerade ('Spiegelachse') spiegeln. Wollen Sie die Spiegelung doch nicht ausführen, klicken Sie auf 'Abbrechen' und das geöffnete CNC-Programm bleibt dann unverändert.
 |
|
Dialog 'Spiegeln'. |
Zunächst wird ein Punkt mit den Koordinaten X (mm) und Y (mm) festgelegt, durch den die Spiegelachse und ein Vektor in Richtung der positiven X-Achse verlaufen.
Dann wird der Winkel in Grad eingegeben, der zwischen diesem Vektor und der Spiegelachse liegt, mathematisch positiv (CCW) gerechnet.
Hier können Sie einen aus vier verschiedenen Kreisbogentypen auswählen:
In diesem Feld geben Sie die Anzahl der Dezimalen (Nachkommastellen) an, die die Parameter des CNC-Programms nach der Rotation haben sollen.
Haken Sie dieses Kontrollkästchen ab, um alle Nullen am Ende der Ergebniswerte zu eliminieren.
Haken Sie dieses Kästchen ab, wenn die CNC-Steuerung auf Inkrementale Koordinaten (G91) voreingestellt ist.
Haken Sie dieses Kästchen ab, wenn Sie als Dezimaltrennzeichen das Komma verwenden.
Haken Sie dieses Kästchen ab, wenn die X/Y/Z-Achsen nicht modal (selbsthaltend) sind.
Haken Sie dieses Kontrollkästchen ab, wenn Sie spiegeln nur in einem ausgewählten, markierten Bereich des CNC-Progammes durchführen wollen.
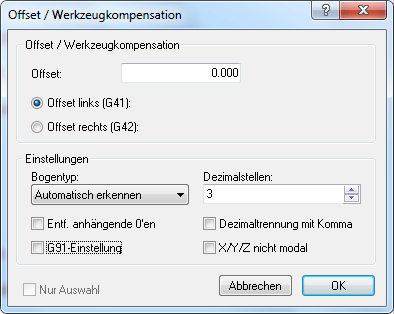
Mit diesem Dialog können Sie eine Werkzeugbahnkorrektur vornehmen. Die Werkzeugmittelpunktsbahn wird um den OFFSET (Versatz) gegenüber der programmierten Werkstückkontur nach links (G41) oder nach rechts (G42) - jeweils bezogen auf die Vorschubrichtung - versetzt, um damit unterschiedliche Werkzeugabmessungen zu kompensieren.
 |
|
Dialog 'Werkzeugbahnkorrektur'. |
In dieses Feld geben Sie den Offset-Wert (mm) ein.
Aktiviert die Werkzeugbahnkorrektur mit dem Offset links (G41).
Aktiviert die Werkzeugbahnkorrektur mit dem Offset rechts (G42).
Hier können Sie einen aus vier verschiedenen Kreisbogentypen auswählen:
In diesem Feld geben Sie die Anzahl der Dezimalen (Nachkommastellen) an, die die Parameter des CNC-Programms nach der Rotation haben sollen.
Haken Sie dieses Kontrollkästchen ab, um alle Nullen am Ende der Ergebniswerte zu eliminieren.
Haken Sie dieses Kästchen ab, wenn die CNC-Steuerung auf Inkrementale Koordinaten (G91) voreingestellt ist.
Haken Sie dieses Kästchen ab, wenn Sie als Dezimaltrennzeichen das Komma verwenden.
Haken Sie dieses Kästchen ab, wenn die X/Y/Z-Achsen nicht modal (selbsthaltend) sind.
Haken Sie dieses Kontrollkästchen ab, wenn Sie die Werkzeugbahnkorrektur nur in einem ausgewählten, markierten Bereich des CNC-Progammes durchführen wollen.
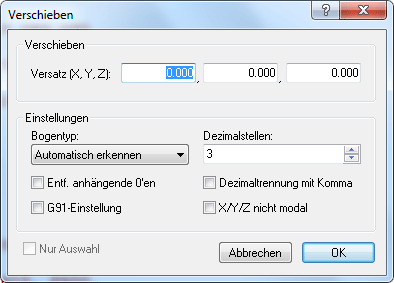
Mit Hilfe dieses Dialogs können Sie eine Kontur im Raum verschieben. Dabei ist es möglich, den Versatz in den drei Achsrichtungen X, Y, und Z unterschiedlich groß vorzugeben.
 |
|
Dialog 'Verschieben'. |
In diesem Feldem können Sie die Offsetvektoren spezifizieren.
Hier können Sie einen aus vier verschiedenen Kreisbogentypen auswählen:
In diesem Feld geben Sie die Anzahl der Dezimalen (Nachkommastellen) an, die die Parameter des CNC-Programms nach der Rotation haben sollen.
Haken Sie dieses Kontrollkästchen ab, um alle Nullen am Ende der Ergebniswerte zu eliminieren.
Haken Sie dieses Kästchen ab, wenn die CNC-Steuerung auf Inkrementale Koordinaten (G91) voreingestellt ist.
Haken Sie dieses Kästchen ab, wenn Sie als Dezimaltrennzeichen das Komma verwenden.
Haken Sie dieses Kästchen ab, wenn die X/Y/Z-Achsen nicht modal (selbsthaltend) sind.
Haken Sie dieses Kontrollkästchen ab, wenn Sie verschieben nur in einem ausgewählten, markierten Bereich des CNC-Progammes durchführen wollen.
Durch Anklicken dieses Befehls im Drop-Down-Menü 'NC-Funktionen' konvertieren Sie ein geöffnetes HEIDENHAIN-CNC-Programm in ein ISO-CNC-Programm.
Öffnet den Windows Taschenrechner.