Huvudkonfigurationen når man enklast genom ikonen ![]() Konfigurera CNC-Calc från verktygsfältet Arkiv.
Konfigurera CNC-Calc från verktygsfältet Arkiv.
 |
|
Öppna fönstret CNC-Calc inställningar. |
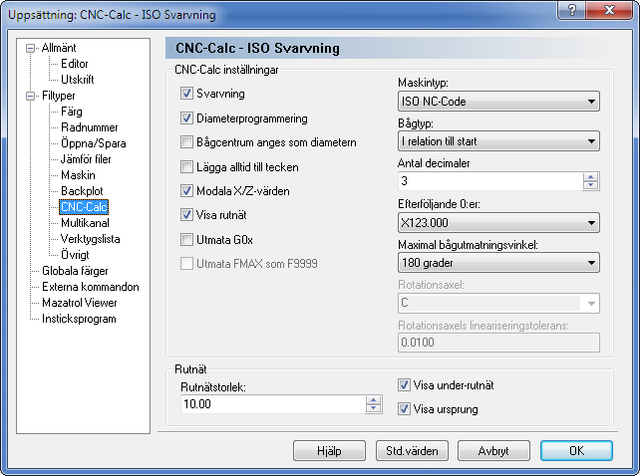
Det är viktigt att välja rätt maskintyp och det bör noteras att det är mallen som använda när man skapar maskintypen som avgör valet mellan ISO och Heidenhain Klartextkod. Fönstret nedan visar den viktigaste inställningsdialogruta.
 |
|
Fönstret för CNC-Calc-huvudkonfiguration. |
Den övre delen av CNC-Calc-inställningsdialogrutan innehåller inställningar för utmatning av verktygsbanor med inställningarna för ritningsrutnätet på den nedre delen. Korrekta inställningar för utmatning av verktygsbanor beror på maskinen och den styrning som skall köra NC-koden. Om du är osäker bör du konsultera programmeringsmanualen för din specifika maskin.
Välj detta för utmatning av kod för svarvning. Detta alternativ är inte tillgängligt för utmatning av Heidenhain klartextkod.
Väljer om utmatningen av X-axel är i diameter eller radiemätning. Detta alternativ är endast tillgängligt om svarvningsutmatning väljs.
Väljer om I-värdet för bågar anges i diameter eller radiemätning. Detta alternativ är endast tillgängligt om svarvningsutmatning väljs.
Väljer om ett förtecken till koordinater ska matas ut (Lägger till ett + till positiva och nollkoordinater) eller om förtecknet bara ska matas ut vid negativa koordinater.
Väljer om koordinaterna är modala eller inte. Modala koordinater innebär att koordinaterna bara matas ut när de ändras medan icke-modala koordinater matar ut både X och Y för varje rad oavsett om de ändras eller ej.
Välj detta för att göra rutnätet synligt.
Används för att formatera utdataformatet på ISO G-kod. Avaktiveras Mata ut G0x kommer G01 att formateras som G1.
Detta berör endast Heidenhain-maskiner. Normalt formateras snabbamatning som FMAX men med detta fältet aktiverat kommer formatet att bli F9999 som äldre Heidenhain-styrsystem använder.
Välj den maskin som utmatningen skall formateras för. Vid fräsning kan detta vara Heidenhain eller ISO-fräsning.
Alla koordinater avrundas till det antal decimaler som anges här. Om utfyllnad med avslutande nollor väljs nedan läggs det antal nollor till för antalet angivna decimaler.
Detta används främst i fräsning och tillåter operatören att ställa in det största svepet av bågar. Vissa styrsystem kan inte hantera bågar med ett svep större än 180 grader och här är det möjligt att se till att dessa bågar inte genereras.
Om Y-axel-substitution används, innehåller detta fält bokstavsprefixen för den axel som används i denna substitution.
När axel-substitution används, omvandlas alla Y-axelns rörelser till en axelrotation. För att kontrollera precisionen på denna omvandling används den linjäriseringstolerans som anges här.
Här ställs avståndet mellan huvudpunkterna på rutnätet in.
Välj detta för att visa ett underrutnät när visningsfältet är inzoomat till den grad att bara ett fåtal huvudpunkter visas i rutnätet
Välj detta för att visa stödlinjer längs noll på X och Y-axlarna.