Pour une facile configuration générale, sélectionnez l'icône ![]() Paramétrer CNC-Calc à partir de la barre d'outils Fichier.
Paramétrer CNC-Calc à partir de la barre d'outils Fichier.
 |
|
Ouverture de la fenêtre de configuration CNC-Calc |
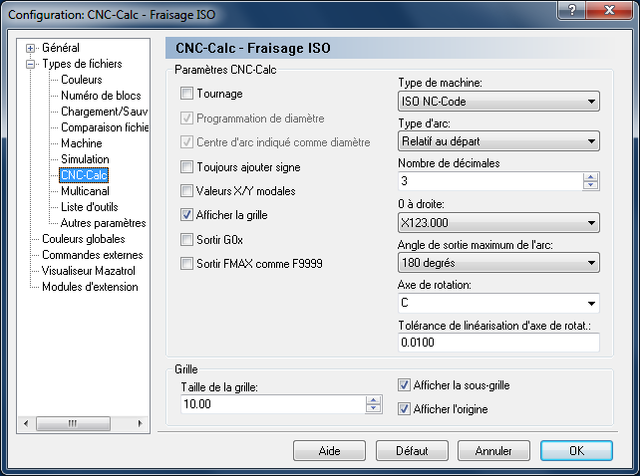
Il est important de choisir le bon type de machine et de noter que la sélection des codes CN ISO et Heidenhain conversationnel est faite par le modèle utilisé lors de la création du type de machine. L'écran ci-dessous montre la boite de dialogue de la configuration générale.
 |
|
Fenêtre de configuration générale de CNC-Calc |
Le haut de la boite de dialogue contient les paramètres du parcours d'outil. Le bas renferme les paramètres de la grille de dessin. Le bon paramétrage du parcours d'outil dépend de la machine et de l'armoire devant exécuter le code CN. Veuillez consulter le manuel de programmation de la machine en cas de doute.
À sélectionner pour l'opération de tournage (tour). Cette option n'est pas active pour le code CN Heidenhain conversationnel.
Indiquez si la valeur X doit être mesurée en diamètre ou en rayon. Cette option n'est active que si le tournage (tour) est sélectionné.
Indiquez si la valeur I des arcs est exprimée en diamètre ou en rayon. Cette option n'est active que si le tournage (tour) est sélectionné.
Sélectionnez si le signe des coordonnées doit toujours être indiqué (signe + pour les coordonnées positives et zéro) ou si le signe doit seulement être ajouté aux coordonnées négatives.
Indiquez si les coordonnées sont modales ou non. Coordonnées modales signifient que les coordonnées ne sont produites que lorsqu'elles ont changé. Coordonnées non modales signifient que les coordonnées X et Y sont produites sur chaque ligne, quoi qu'elles aient changé ou pas.
Sélectionnez cette option pour rendre la grille visible.
Est utilisé pour formater la sortie du code G ISO. Si la fonction Sortir G0X est désactivée, G01 sera formaté comme G1.
Cette option affecte uniquement les machines Heidenhain. Ici, les déplacements rapides sont normalement au format FMAX. Lorsque cette case est cochée, le format utilisé par les vieilles commandes Heidenhain sera F9999.
Sélectionnez la machine pour laquelle la sortie doit être formatée. Pour le fraisage, celle-ci pourrait être Fraisage Heidenhain ou Fraisage ISO.
Toutes les coordonnées sont arrondies à ce nombre de décimales. Si le bourrage avec des zéros à droite est sélectionné, les coordonnées sont alors complétées avec des zéros à ce nombre de décimales.
Cette option est principalement utilisée dans les opérations de fraisage pour permettre à l'opérateur de contrôler la courbure maximale des arcs. Certaines commandes numériques ne pouvant pas gérer les arcs d'une courbure supérieure à 180 degrés, il est possible ici de faire en sorte que ces arcs ne soient pas générés.
Si la substitution d'axe Y est utilisée, ce champ contient la lettre d'adresse de l'axe utilisé dans cette substitution.
Lorsque la substitution d'axe est utilisée, tous les mouvements de l'axe Y sont transformés en rotation d'axe. Pour contrôler la précision de cette transformation, la tolérance de linéarisation saisie est utilisée.
Permet de fixer la distance entre les principaux points de la grille.
Sélectionnez cette fonction pour rendre la sous-grille visible lorsqu'un zoom avant est effectué à un degré où peu de points principaux de la grille sont affichés.
Sélectionnez cette fonction pour rendre les lignes le long des origines X et Y visibles.