Man får lettest adgang til CNC-Calcs hovedkonfiguration ved at vælge ikonet ![]() Konfigurer CNC-Calc i værktøjsbjælken Fil.
Konfigurer CNC-Calc i værktøjsbjælken Fil.
 |
|
Konfigurer CNC-Calc. |
Da konfiguration relaterer til en specifik maskintype, er det vigtigt, at korrekt maskintype er valgt. Det skal også bemærkes, at alle maskintyper, som for eksempel ISO eller Heidenhain, er baseret på den template, der blev tilknyttet den pågældende maskintype, da den blev defineret. CNC-Calcs hoved konfiguration kan ses nedenfor.
 |
|
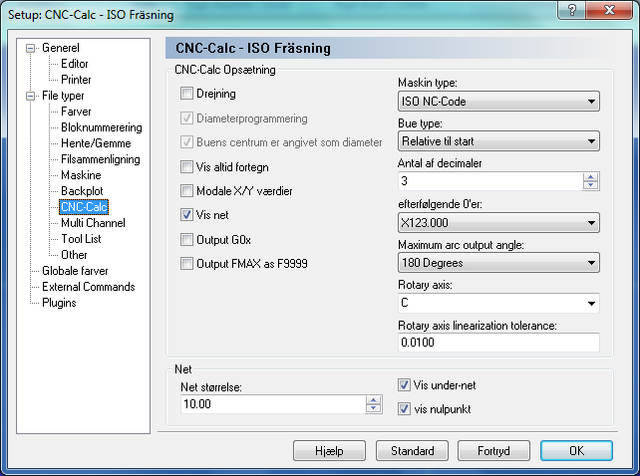
CNC-Calc-opsætning. |
Den øverste del af CNC-Calc-konfigurationen er de felter, der benyttes til at definere de genererede NC-programmer, mens den nedre del benyttes til at konfigurere det net, som vises i tegningsvinduet. Hvorledes NC-program-outputtet skal defineres, afhænger af den maskinstyring programmet skal benyttes på. Hvis der hersker tvivl om det format styringen benytter, bør dens programmerings- og/eller referencemanual konsulteres.
Sæt flueben i dette felt, hvis maskinen er en drejebænk. Dette felt har ingen betydning hvis maskintemplaten er Heidenhain, idet Heidenhain kun anvendes ved fræsemaskiner.
Vælger om X-koordinaterne skal angives som radius- eller diameterværdi. Dette felt har kun betydning ved drejning.
Vælger, om buers I-værdi skal angives som radius- eller diametermål. Dette felt har kun betydning ved drejning.
Vælger, om koordinater altid skal angives med et foranstående fortegn (det betyder at et '+' altid kommer før koordinater, der er positive eller nul). I modsat fald kommer der kun fortegn foran negative koordinatværdier.
Vælger om koordinat værdier er modale. Ved modale koordinater menes, at en given koordinat kun udskrives hvis den ændrer sig. Hvis koordinaterne derimod ikke er modale, bliver både X,Y og Z udskrevet i hver linie, også selv om de ikke har ændret sig siden sidste kommando.
Vælg dette hvis nettet skal vises i tegnevinduet.
Bruges til at angive ISO G-kodens output-format. Med Output G0X deaktiveret vil G01 blive formatteret som G1.
Dette påvirker kun Heidenhain-maskiner. Her er ilgang normalt formatteret som FMAX, men med dette felt valgt vil formatet være F9999, som det bruges på ældre Heidenhain-styringer.
Vælg den maskintype som programmerne skal formatteres til. Ved fræsning kan det for eksempel være Heidenhain- eller ISO-styring.
Alle koordinatværdier bliver afrundet til det givne antal decimaler. Hvis efterfølgende nuller er valgt, bliver der indsat nuller op til det valgte antal decimaler.
Dette felt bruges primært til fræsning for at sætte en begrænsning på den vinkel, som buer spænder over. Nogle styringer kan ikke håndtere buer, der er over 180 grader. Her er det muligt at forhindre generering af sådanne buer.
Hvis der benyttes Y-aksesubstitution, så benyttes dette felt til at angive navnet på den akse, som benyttes i denne substitution.
Når aksesubstitution benyttes bliver alle Y-aksebevægelser konverteret til en akserotation. For at styre præcisionen af denne transformering, bliver lineariseringstolerancen angivet her.
Dette er afstanden mellem hovednettets punkter.
Her er det muligt at slå undernettet til og fra. Undernettet er specielt gavnligt hvis der er zoomet så meget ind, at der kun er få punkter fra hovednettet synlige.
Her er det muligt at slå linierne, der angiver X=0 og Y=0 til eller fra.